

















12
Plasma Cutting Safe Working Practice
Safety glasses must be worn at all times in addition to welding mask.
Long and loose hair must be contained.
Oil free leather gloves and spats must be worn.
Sturdy footwear with rubber soles must be worn.
Close fitting/protective clothing to cover arms and legs must be worn.
A welding mask with shade number 11 protective filters must be worn.
Respiratory protection devices may be required.
Hearing protection may be required when cutting thick material.
PRE
-
OPERATIONAL SAFETY CHECKS
•
Locate and ensure you are familiar with all machine operations and controls
•
Ensure material to be cut poses no hazard. Consult the manufacturers' Material Safety Data Sheets (MSDS) for specific technical data and precautionary measures for any materials or
coatings on materials cut with this equipment.
•
Check workspaces and walkways to ensure no slip/trip hazards are present, Ensure the work leads and hoses do not create a trip hazard.
•
Ensure the work area is clean and clear of grease, oil and any flammable materials.
•
Keep the equipment, work area and your gloves dry to avoid electric shocks.
•
Ensure the gloves, handpiece and work leads are in good condition.
•
Ensure other people are protected from flashes by closing the curtain to the welding bay or erecting screens.
•
Start the fume extraction unit before beginning cutting operation. Ensure machine is used in a well
-
ventilated area if not used in a welding bay.
OPERATIONAL SAFETY CHECKS
•
Ensure machine is correctly set up for current and airflow.
•
Ensure work return earth cables make firm contact to provide a good electrical connection.
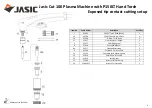
ENDING OPERATIONS AND CLEANING UP
•
Switch off the machine and fume extraction unit when work completed.
•
Turn off the air supply and hang up handpiece, hose and welding cables.
•
Leave the work area in a safe, clean and tidy state.
DON
’
T
•
Do not use faulty equipment. Immediately report suspect equipment.
•
Do not weld or cut containers that have held combustible liquids or gases.
•
Do not heat or cut metals coated with or containing materials that emit toxic fumes, unless coating is removed from the work surface.
•
Never leave the machine running unattended.
This safety page does not necessarily cover all possible hazards associated with plasma equipment safety and should be used in conjunction with the operating manual along
with other references such as risk assessments. It is designed as a reminder to users prior to equipment use and as a guide to be used to compliment operator training.
POTENTIAL HAZARDS AND INJURIES
Electric shock
Noise
Body burns
Compressed air
Radiation burns
Fumes
Noxious gas
Flying sparks and falling slag
Wilkinson Star Technical







































































