

















7
PT60 Plasma Hand Torch
Wilkinson Star Technical
The PT60 plasma torch supplied has the
‘
euro style
’
power/gas connection, pilot cable and switch pins connections.
All Jasic plasma cutting systems and torches supplied incorporate a safety circuit to prevent operator injury when
changing consumables etc. This is a simple ring circuit that breaks the electrical torch switching as soon as the
retaining cap is removed preventing machine operation. Without such a protection circuit as previously mentioned
the open circuit voltage could be as high as 350V DC at the torch head.
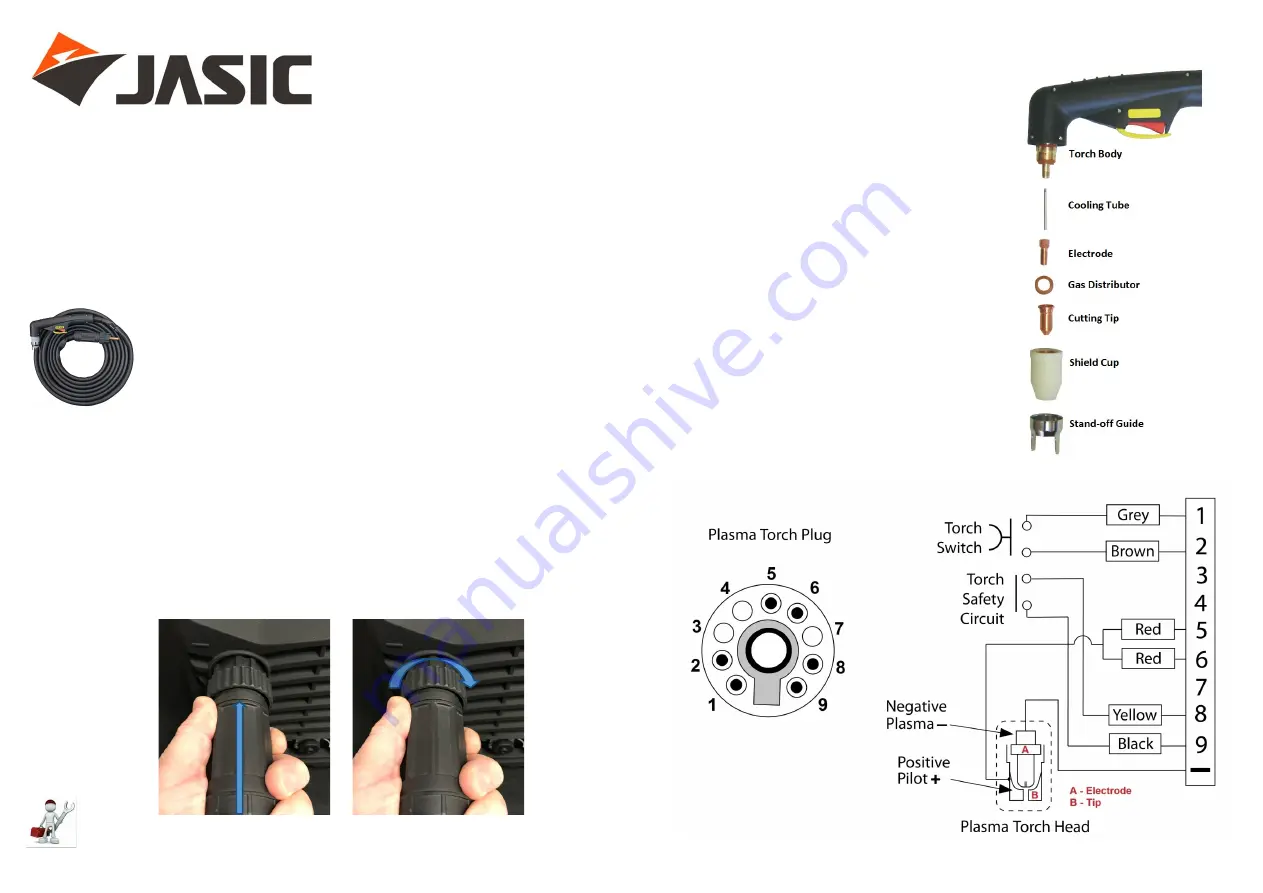
The torch head encompasses a full set of consumables as shown right, these consumables are made
up of a cooling tube, torch electrode, swirl ring for gas distribution, cutting tip, retaining cap and if
required a stand off device to ensure the same distance between tip and material being cut.
Fitting the PT60 plasma torch
On the Jasic Cut 45 plasma machine, the below torch fitting instructions
will need to be observed.
•
Locate plasma torch plug into euro connector socket as shown in
image 1 below
•
Push the torch (image 1) whilst at the same time rotate the locking
nut on torch clockwise until fully connected and tight as in image 2
below
Image 1
Image
2
Plasma Torch Connection Diagram







































































