

















8
Current :
40
-
125 Amps
Duty Cycle :
125 Amps at 60%
Gas :
Air/N2
Gas Pressure
-
Cutting :
72
-
87 PSI (5.0
-
6.0 bar)
Gas Flow @ 125A :
630 SCFH (295 lpm)
Post Flow Time :
45 Seconds
Pilot Arc Current :
15
-
18Amps
Pilot Arc Ignition :
NON HF
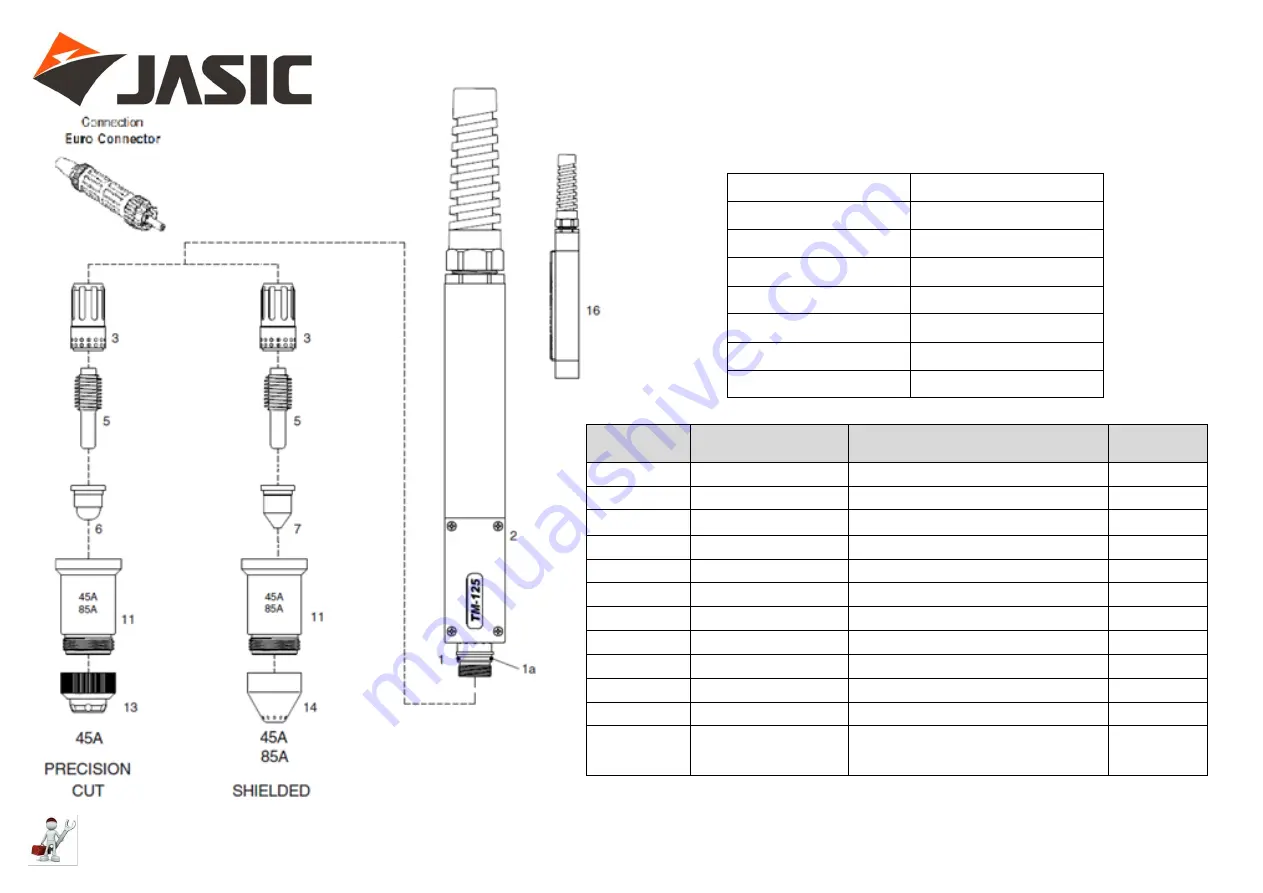
Wilkinson Star Technical
Item No
Part Number
Description
Pack Qty
1
03710
Torch Head
1
1a
03700.60
Torch Head
‘
O
’
Ring
10
2
07218
Positioning Tube
1
3
220857
Swirl Ring (45
-
85A) Max Life
1
5
52677
Electrode (45/105A)
5
6
220930
Cutting Tip (45A Precision Cut)
10
7
220941
Cutting Tip 45A)
10
11
60309TA
Shield Cup Body (45
-
85A)
1
13
51929
Shield Cap (45A) Precision Cut
1
14
220817
Machine Shield (45
-
85A)
1
16
07219
Positioning Tube With Rack
1
17
60309THA
Shield Cup Body (45
-
85A)
C/W Ohmic Clip
1
Please Note: Configuration above only to be used on the Jasic Cut 45
Plasma Machine Torch
-
TM125 6m
-
Euro (Pt No 70061)
TM125 12m
-
Euro (Pt No 03736CX)







































































