



























Page 36
balance is equal to the AC frequency. Therefore, the frequency range of mixed TIG welding is
1Hz to the AC frequency/10Hz, and the user can select any frequency within the range.
When the AC frequency changes, the AC frequency/actual frequency of the current mixed
TIG welding is equal to the frequency division factor, and is updated. After the frequency
division factor is determined, the current AC frequency/frequency division factor is equal to
the actual frequency of the current mixed TIG welding and is saved, so it does not change.
After setting the AC frequency and mixed TIG frequency, the frequency division factor is
determined as the AC frequency/mixed TIG frequency. Example: If the AC frequency is set to
100Hz, the mixed TIG frequency range is 1-10Hz. Set the AC frequency to 100Hz at the first
time and then the mixed TIG frequency is set to 5Hz for the first time, the current frequency
division factor is 100/5=20. If the AC frequency is updated to 70Hz, the frequency division
factor is 70/5=14; that is, the frequency division factor is variable, but the mixed TIG
frequency is constant.
In other words, the AC frequency affects the frequency range of
mixed TIG welding, but after the mixed TIG frequency is determined, it is no longer
affected by the AC frequency.
7.3.6 Welding mode description of TIG welding torch
TIG operation mode has a special convention, which specifies the mode or method of
controlling the welding current change by different operations of torch trigger during TIG (DC,
pulse, AC TIG, or mixed TIG) welding. The introduction of TIG operation strengthens the
application of the torch trigger remote control function, so the user can obtain a practical
welder remote controller without additional investment.
The TIG mode is determined according to the process requirements and operator preference.
The symbols in the diagram are as follows:
Legend for commonly-used torch trigger operations
Press the torch trigger
Release the torch trigger
Mode
No.
Operation Schedule
Torch trigger operation and typical DC TIG
current curve
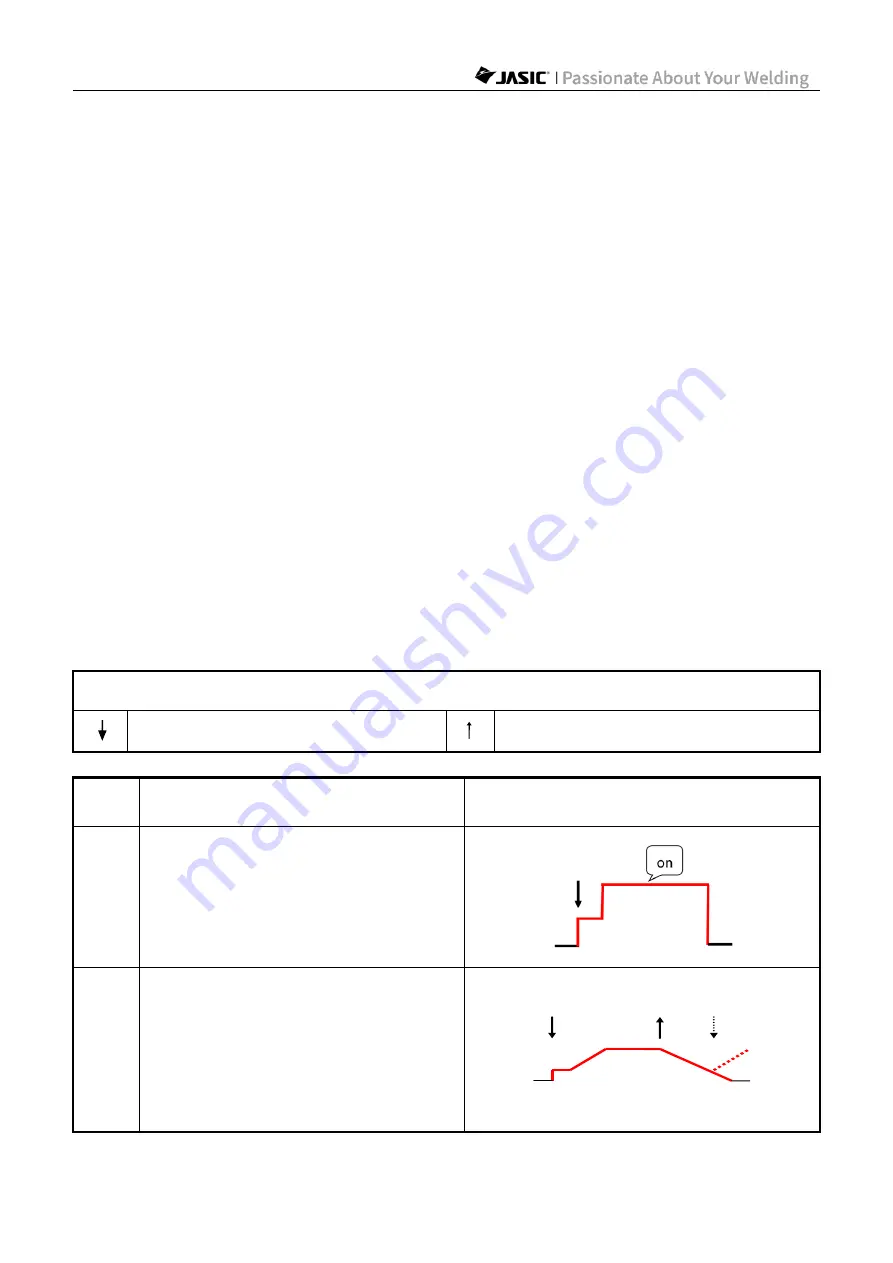
1
Spot welding mode:
1. Press the torch trigger to start the arc
to the set value;
2. The arc extinguishes after the spot
welding finishes running for the set
time.
2
2T mode:
1. Press the torch trigger to increase
the arc up to the designated peak
current
2. Release the trigger to slowly
extinguish the arc
3. If the trigger is pressed again before







































































