




















Page 44
normal arc
properly
Welding slag
difficult to
remove
Low arc force
Increase the arc force
Hot electrode
holder
The rated current of
the electrode holder
is too low
Change the electrode holder with a high
current one
Arc is easily
interrupted
Low mains voltage Use after the mains power is normal
Other faults
Please contact the maintenance personnel
of JASIC Technology Co. Ltd
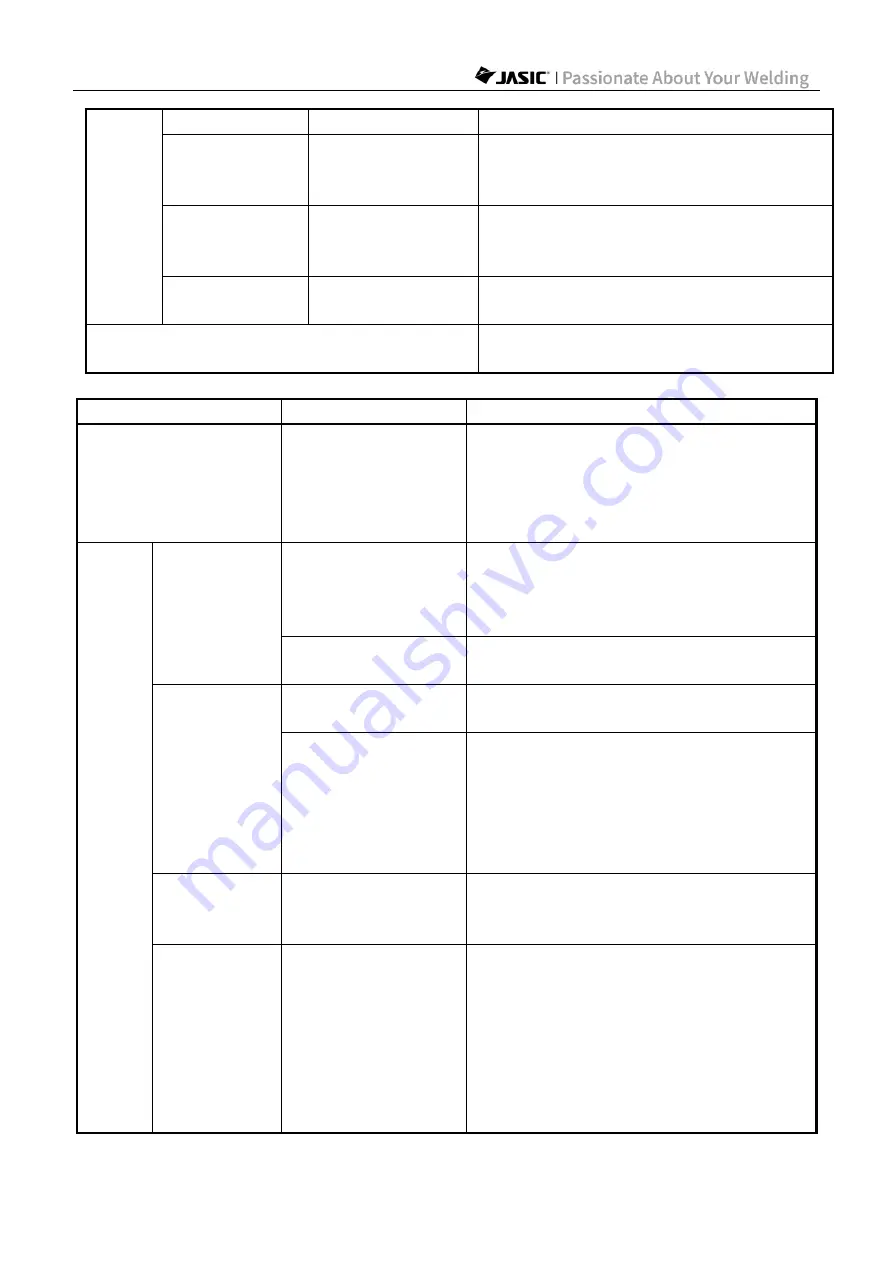
Elimination of general problems in TIG
Symptom
Reason
Troubleshooting
After startup, the fan
does not turn or the wire
feeding speed is
abnormal
The air temperature is
too low or the fan is
damaged
If the temperature is too low, let the
machine work for a period of time, and the
standby temperature will rise, then fan will
rotate normally. If it is still not working,
replace the fan
TIG
welding
No current is
output when
torch switch is
pressed
Some TIG modes
allow welding to end
when the switch is
pressed
Release the torch switch and start over
Welding circuit is
blocked
Check the welding circuit and reconnect it
No discharge
after pressing
the torch
switch to start
the arc when
starting the arc
at high
frequency
The torch switch is not
plugged in
Plug in the torch switch
Excessive spark gap
of discharge plate
Adjust the spark gap on the discharge plate
(to about 0.8 mm)
Rapid tungsten
electrode
burnout
Welding torch is
connected to the
wrong polarity
Switch two plug positions
Blackening of
solder joints
Welds are not
effectively protected
and become oxidized
(1) Ensure that the valve of argon cylinder
is open and there is enough pressure.
Generally, if the cylinder pressure is lower
than 0.5 MPa, it must be refilled.
(2) Check whether the argon flow rate is
normal. You can select the flow rate
according to the welding current condition,
but too low a flow rate may lead to







































































