
















JAVELIN MACHINERY (AUSTRALIA)
J800 /J900 OPERATION MANUAL
(incl. Troubleshooting Machine Problems)
JULY 2016
Page 22
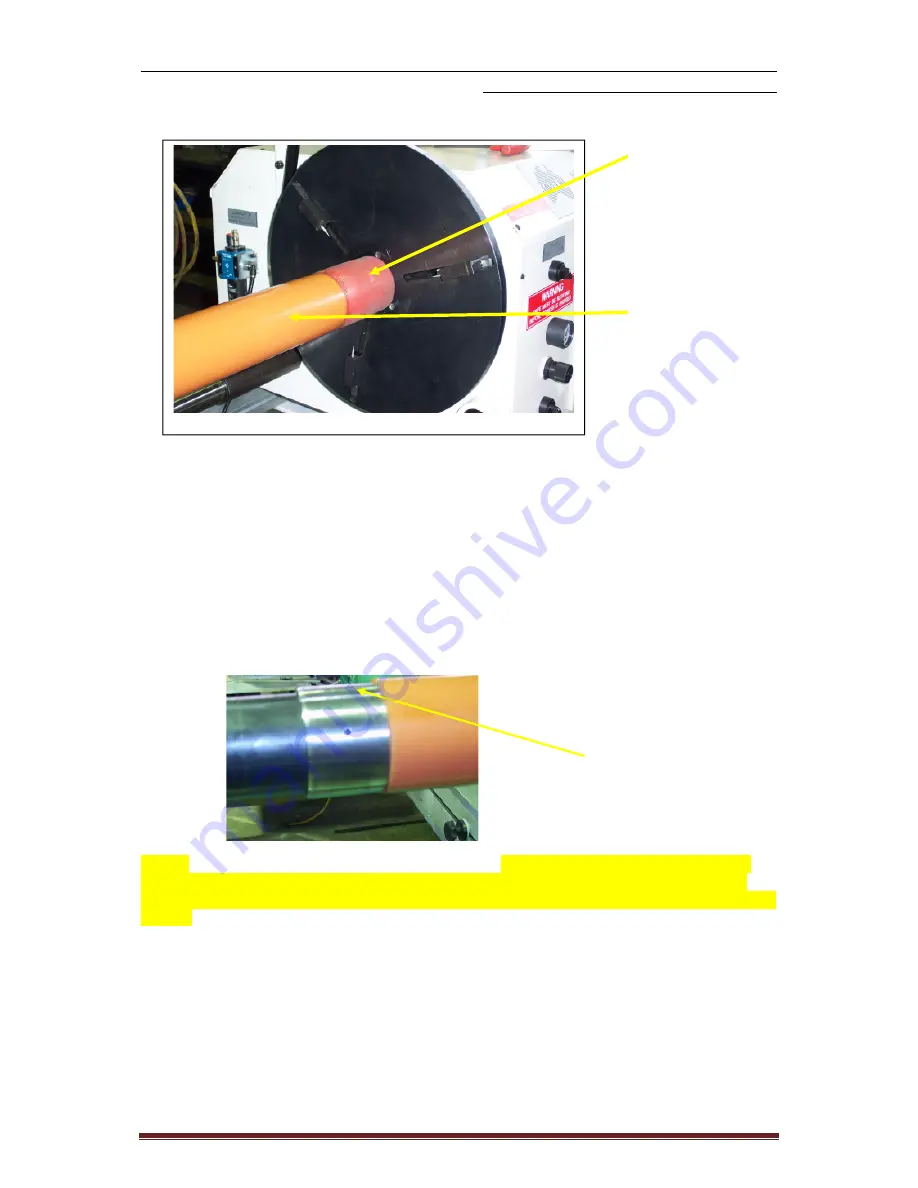
MANDREL SLEEVE REPLACEMENT – ROTATING MANDREL
400m (15¾”) width (Tan) Sleeve Replacement
Retaining Collar
The worn area is cut out using a strong sharp knife and the good sections pushed up
the mandrel. A retaining collar (see
Figure 2
) is secured to the mandrel by tightening
two grub screws. This collar prevents the sleeves from separating.
The sleeves may appear to be a loose fit but when the retaining collar is pushed
against sleeve at load end of machine and grub screws are tightened the sleeves will
not move. Ensure that there is no clearance between collar and sleeve.
NOTE:
To maximize longevity of mandrel
sleeves ensure knife is set approximately 2 – 3mm away from OD of sleeve. When
operator pulls the cutting handle down the knife should then fractionally penetrate the
sleeve.
Mandrel Sleeve (Tan)
These sleeves cover steel
mandrel. The sleeves are easy
to slide on and remove enabling
small sections of worn sleeve to
be easily replaced.
Red Polyurethane Sleeve
Fits on the section of the mandrel
where the expansion jaws are
located. Because it is softer the
jaws will expand more fully and
therefore grip the I/D of the tape
Retaining Collar
Collar is secured to the
mandrel by tightening two
grub screws
Figure 2







































































