



























12
5.1.5.4 Press the Right button (4) again to adjust the inductance of the welding arc. Use the Right Knob (3) to adjust the
inductance from
‐
10 (less inductance) to +10 (more inductance).
The default value of inductance is 10, it is recommended to keep this value unless the operator is an experienced welder.
5.1.5.5 Press the Right Button (4) again to return to the main wire speed/voltage adjustment screen. If the control panel is
not adjusted after 5 seconds it will also return to the primary MIG adjustment mode. Or press the Left/Right (1)/(3) to
return to the primary MIG adjustment mode directly.
5.1.5.6
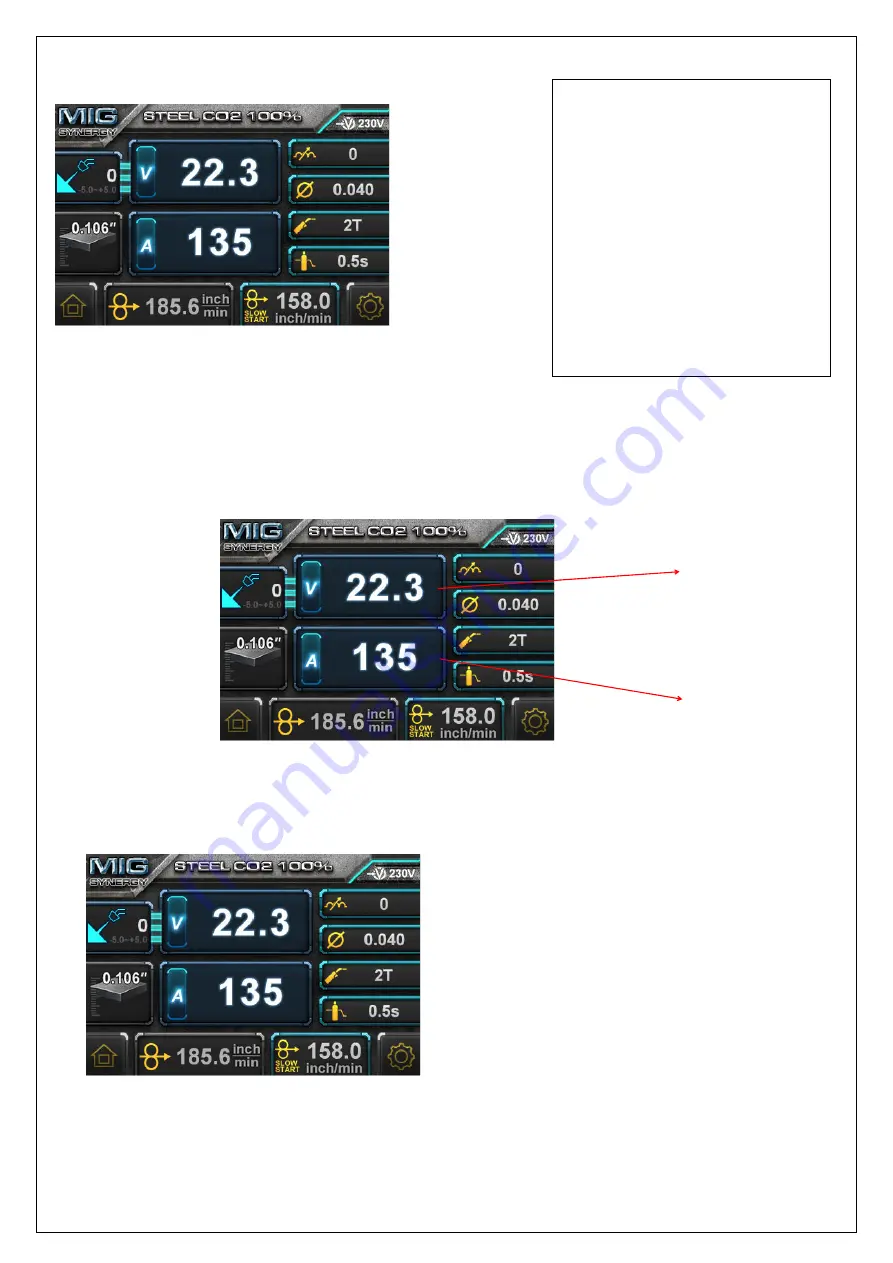
During welding the screen display will change to show the actual welding voltage and welding current as
pictured below
5.1.5.7 2T/4T function: press the Right Button (4) ,2T/4T Selection Switch to move between 2T and 4T modes. 4T operation
means the trigger is pulled once to start welding and pulled again to stop.
This is useful for long weld joints. 2T mode,
the trigger must be depressed and held during welding.
A quick note regarding inductance –
this effectively adjusts the intensity of
the welding arc.inductance makes the
arc ‘softer’, with less weld spatter.
Higher inductance gives a stronger
driving
arc
which
can
increase
penetration.
Optimum
inductance
settings are affected by many welding
variables
such
as:
material
type,
shielding
gas
joint
type,
welding
amperage, wire size.
welding amperage, wire size.
Actual welding voltage
Actual welding current







































































