





Gb
ADDITIONAL SAFETY
RULES FOR
POWERFEEDER
Cutting tools
MUST
be rotating
before feeding.
DO NOT
overload the cutting
tool by feeding too fast.
ALWAYS KEEP
hands away
from rotating parts.
PROVIDE
support for long
stock on out feed end of table.
STOP
the feeder before
stopping the cutting tool.
DISCONNECT
power before
making repairs or adjustment.
LOCATE MOUNTING
AND BORING
POSITION
A) LOCATE MOUNTING
POSITION
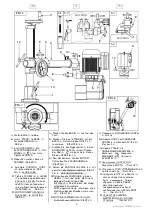
1. Elevation and extension of
Universal Stands, (SEE
FIG. 1,
2 & 3
, HP shown on motor
cover of your feeder.)
2. Refer to
Page 13 FIG.
27, 28,
29
for assistance when
mounting the feeder to a
shaper, table saw or jointer
.
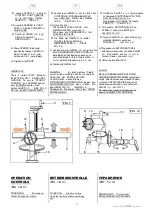
3. For small machine table, an
extension bracket (not provided)
is recommended. (SEE
FIG. 4
.)
B) LOCATE BORING POSITION
For your boring convenience and
accuracy,
A SCALE 1:1
SELF-ADHESIVE
DRILLING
TEMPLATE
is provided and
enclosed in the package.
(FIG. 5)
1. Remove MOUNTING BASE
from packaging. Use it to verify
the correct boring position on
the drilling template.
2. Prepare 4 sets of bolts & spring
washers (not provided).
SIZE OF BOLT
Light Duty (1/4HP) -
M10
Light-heavy Duty & -
M12
Heavy Duty ( 1/2 HP)
LENGTH OF BOLT
Mounting Base (thickness) +
Tabletop (thickness).
3. Avoid table ribs and support
underneath the table.
D
ZUSÄTZLICHE
SICHERHEITSREGEL FÜR
ELEKTRONISCHE
ZUFÜHRUNGSVORRICHTUNG
Schneidwerkzeug
MUß
in Drehen bevor
die Zufuhr anfängt.
Das Schneidwerkzeug
SOLL NICHT
überbelastete werden durch zu schnelle
Zufuhr.
IMMER HALTEN
Sie die Hände fern
von drehenden Teile.
BESCHAFFEN
Sie Unterstützung für
lange Stütze am Zufuhrende des
Tisches.
STOPPEN
Sie die
Zuführungsvorrichtung bevor das
Schneidwerkzeug stoppt.
SCHALTEN
Sie den Anschluß aus
bevor die Reparatur oder Einstellung
ausgeführt werden.
FIXIEREN MONTAGE - UND
BOHRSTELLE
A) FIXIEREN MONTAGESTELLE
1. Erhöhen und verlängern Sie den
universalen Ständer, (SIEHT
FIG. 1, 2 &
3
, HP auf den Motordeckel ihrer
Zuführungsvorrichtung.)
2. Bitte beziehen Sie sich auf
S. 13 FIG.
27, 28
&
29
wenn Sie Hilfe brauchen für
Montage der Zuführungsvorrichtung auf
einer Holzfräse, Tischsäge oder
Abrichte.
3. Für kleinen Maschinetisch ist es zu
empfehlen, einen verlängerten Halter
zu verwenden (nicht inklusive).
(SIEHT
FIG. 4
.)
B) FIXIEREN BOHRSTELLE
Um bequem und genau bohren zu
können, eine
1:1 selbstklebende
Bohrschablone
ist inklusive und
beiliegend in der Packung.
(FIG. 5)
1. Packen Sie die Montage Basis von der
Packung aus. Benutzen Sie um die
richtige Bohrstelle auf der
Bohrschablone festzustellen.
2. Bereiten Sie 4 Sets Bolzen und
Federdichtungsringe vor (nicht inklusive).
GRÖßE DER BOLZEN
Leichte Kapazität (1/4HP) -
M10
Leichte bis hohe Kapazität &
M12
Hohe Kapazität ( 1/2 HP)
LÄNGE DER BOLZEN
Montage-Basis (Dicke) + Auf den Tisch
(Dicke).
3. Vermeiden Sie den Rillen des Tisches
und die Stützen unter dem Tisch.
- 4 -
Ru
ДОПОЛНИТЕЛЬНЫЕ
ПРАВИЛА БЕЗОПАСНОСТИ
ПРИ РАБОТЕ
АВТОПОДАТЧИКА
Резцы
ДОЛЖНЫ
вращаться
до
того
,
как
на
станок
подается
заготовка
для
обработки
.
НЕ
перегружайте
резец
,
подавая
заготовку
слишком
быстро
.
НИКОГДА
не
подносите
руки
к
вращающимся
элементам
.
ОБЕСПЕЧЬТЕ
опору
для
длинных
заготовок
на
столе
выхода
заготовки
.
ВЫКЛЮЧАЙТЕ
автоподатчик
до
остановки
резца
.
ВЫКЛЮЧАЙТЕ
станок
перед
тем
,
как
преступить
к
ремонту
или
техническому
обслуживанию
.
ВЫБОР УСТАНОВОЧНОЙ
ПОЗИЦИИ И
РАСПОЛОЖЕНИЯ
ОТВЕРСТИЙ
A)
ВЫБОР
УСТАНОВОЧНОЙ
ПОЗИЦИИ
1.
Подъем
и
удлинение
Главных
Опор
,
(
см
.
р
ис
. 1, 2 & 3,
Количество
лошадиных
сил
(HP)
указано
на
крышке
двигателя
фидера
).
2.
Обратитесь
к
стр
13
рис
. 27, 28
и
29
при
установке
автоподатчика
на
строгальном
станке
,
отрезном
станке
или
фуговальном
станке
.
3.
Для
установки
на
маленький
стол
,
рекомендуется
использовать
дополнительную
подставку
(
см
.
рис
.
4
.)
B)
ВЫБОР
РАСПОЛОЖЕНИЯ
ОТВЕРСТИЙ
Для
обеспечения
точности
и
удобства
выбора
расположения
отверстий
в
комплекте
со
станком
идет
САМОКЛЕЯЩИЙСЯ
ШАБЛОН
ДЛЯ
СВЕРЛЕНИЯ
.
МАСШТАБ
1:1
(
РИС
5
).
1.
Выньте
УСТАНОВОЧНУЮ
ПАНЕЛЬ
из
упаковки
.
Она
используется
для
выверки
правильности
расположения
отверстий
на
шаблоне
для
сверления
.
2.
Подготовьте
4
комплекта
из
болтов
и
пружинных
прокладок
(
не
идут
в
комплекте
).
РАЗМЕР
БОЛТОВ
ЛЕКГИЙ
РЕЖИМ
(1/4
лош
.
сил
)-
M10
СРЕДНИЙ
РЕЖИМ
-
M12
СВЕРХМОЩНЫЙ
(^1/2
лош
.
сил
)
ДЛИНА
БОЛТОВ
Установочная
плита
(
толщина
) +
Настольная
плита
(
толщина
).
3.
Будьте
осторожны
с
краями
стола
,
поддерживайте
стол
исподнизу
.
afapmx9404
英德俄
A3rpcs.doc