


























21
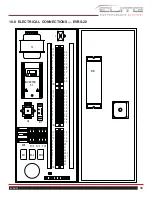
EVBS-20
Machine will not start/restart or re-
peatedly trips circuit breaker or blows
fuses (cont.)
Miswiring of the unit.
Double check to confi rm all electrical
connections are correct. Refer to ap-
propriate wiring diagrams to make any
needed corrections.
Switch failure.
If switch is suspect, you have two op-
tions: Have a qualifi ed electrician test
the switch for function, or purchase a
new start switch and establish if that
was the problem on changeout.
Band Saw does not come up to speed.
Extension cord too light or too long.
Replace with adequate size and length
cord.
Low current.
Contact a qualifi ed electrician.
15.3 WELDED BLADE INSPECTION
Table 3
Trouble
Probable Cause
Remedy
Weld is misaligned.
Dirt or scale on clamp jaws or blade.
Always keep jaws clean. Clean blade
before welding.
Blade ends not square.
Before welding, grind cut edges of
blade until they are square. Use the
shear on the band saw for square
cuts.
Blade ends not correctly aligned when
clamped in jaws.
Align ends properly before clamping.
Worn clamp jaws
Replace clamp jaws.
Clamp jaws not aligned correctly.
Align jaws correctly.
Misaligned weld: Blade ends are over-
lapped.
Pressure knob is set for wider blade
than the one used.
Adjust pressure knob correctly for
particular blade width.
Blade ends or clamp jaws not aligned
correctly.
Make corrections as needed.
Weld breaks when used.
Weld is weak and incomplete; possible
“blow holes” (see Figure 16).
Cut and re-weld blade ends.
Weld has been ground too thin.
Cut and re-weld blade ends.
Weld incorrectly annealed.
Follow annealing instructions in sec-
tion 12.4.
Incomplete weld.
Pressure knob not set correctly.
Make appropriate adjustment
Improper clamping procedures.
Use proper procedures. See section
12.0.
Limit switch not adjusted correctly.
Adjust limit switch correctly.
Defective limit switch; doesn’t break
circuit at end of welding operation.
Replace limit switch.
Clamp jaw movement obstructed by
kinked jaw cable or tangled wires.
Bend cable and untangle wires.
Brittle weld.
Incorrect annealing heat.
Bring weld up to correct color. See
section 12.4
Scale or oil on weld caused poor
annealing.
Keep clamp jaws and blade clean.
Summary of Contents for 891100
Page 34: ...34 Vertical Band Saw 19 0 WIRING DIAGRAM ...
Page 35: ...35 EVBS 20 NOTES ...
Page 36: ...36 Vertical Band Saw NOTES ...







































































