





























17
EGH-1880 | EGH-2180 | EGH-21120
9.6 THREADING DIAL INDICATOR
For thread cutting:
•
Tighten the handnut in order to maintain engagement
when engaging the indicator with the leadscrew.
When not required, release hand-nut and swing indi-
cator to disengage.
• To cut even number threads per inch, the leadscrew
nut can be closed as any line on the dial aligns with
the datum mark.
• To cut odd number threads per inch, close the lead-
screw nut at any NUMBERED line.
• Fractional threads of 1/2 or 1/4 T.P.I. may be cut by
closing the nut at the SAME NUMBERED LINE on
each pass of the tool.
• This dial can not be used with an IMPERIAL lead-
screw to cut metric threads, D.P., M.P. which are
shown on gear box data plate. For the threads being
shown, the leadscrew nut must be kept closed. Use
apron control lever after each thread cutting when
the tool is withdrawn to original start of thread cutting
operation.
Multi-start threads can be cut on a lathe in three ways:
1.
By repositioning the compound (top) slide one pitch
forward for each start. Note that the slide is normally
set at 90º to the axis of the machine cross-slide. The
accuracy of this method depends upon the skill of
the operator.
2.
By using an accurately divided driver plate and
turning the work-piece one division forward for each
start.
3.
By advancing the driver gear a calculated number
of turns to advance the spindle by one pitch of the
thread to be cut. The accuracy of this method is that
of the machine.
•
With all series lathes, two ratios exist between the
spindle and driver gear shift, i.e. the LOW range
where the ratio is 1:2 and the HIGH range where
the ratio is 2:1
• In order to use this method, the number of teeth
on the driver gear must be divisible by the number
of starts being cut. The driver gear is then ad-
vanced by half this number of teeth when in LOW
range. And conversely, by twice the number of
teeth when in HIGH range.
• On the standard end gear train for this machine
the driver gear has 24 teeth; so that two, three or
four start threads, can readily be cut. For other
odd numbers of start a choice must be made of
methods 1 or 2.
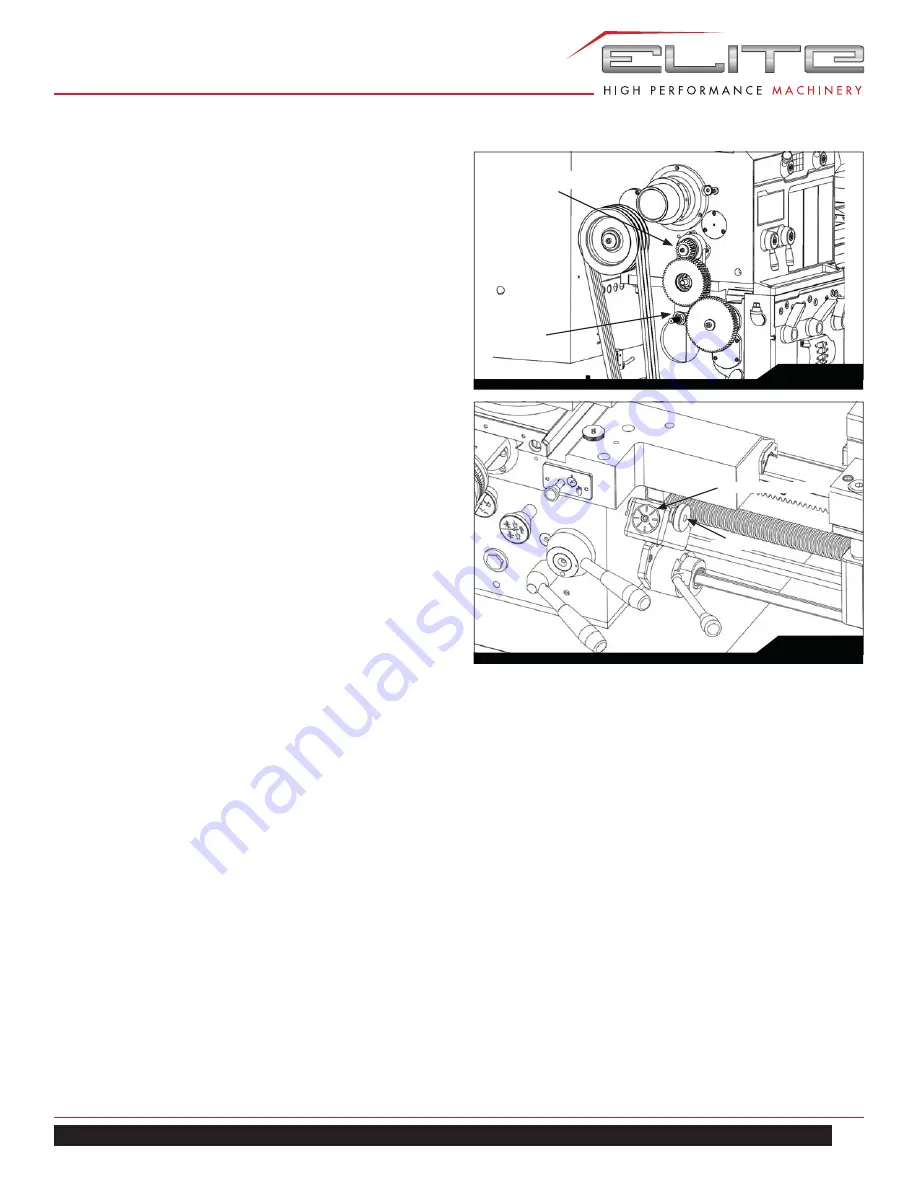
Fig. 20
Gear 24T for Imperial leadscrew
(Gear 28T/22T for Metric leadscrew)
End Gear Train
Fig. 21
Handnut
Threading dial indicator
9.7 CROSS SLIDE
Cross slide nut adjusting:
•
Reduce backlash by loosening rear hexagon socket
head bolt (M6) in top of cross slide, then carefully
screw in center set screw (S6) to adjust a wedge
within the split nut.
•
Make only small adjustments at a time and retighten
two bolts (M6) before operating the cross slide sev-
eral times by hand to be sure of smooth operation
throughout full travel.
Summary of Contents for Elite EGH-1880
Page 45: ...45 EGH 1880 EGH 2180 EGH 21120 DIAL INDICATOR ASSEMBLY 51 1 2 4 3 52 6 5 7 53 8 54 ...
Page 50: ...50 1800 Series Lathe SADDLE ASSEMBLY 54 53 48 49 111 50 52 47 51 49 44 55 56 57 46 47 ...
Page 53: ...53 EGH 1880 EGH 2180 EGH 21120 BED AND SHAFTS ASSEMBLY ...
Page 54: ...54 1800 Series Lathe BED AND SHAFTS ASSEMBLY ...
Page 55: ...55 EGH 1880 EGH 2180 EGH 21120 BED AND SHAFTS ASSEMBLY ...
Page 66: ...66 1800 Series Lathe CABINET AND PANEL EGH 1880 2180 ...
Page 68: ...68 1800 Series Lathe CABINET AND PANEL EGH 21120 ...
Page 74: ...74 1800 Series Lathe BED STOP ASSEMBLY 1 4 2 3 5 6 7 9 10 11 12 8 ...
Page 76: ...76 1800 Series Lathe STATIONARY STEADY 1 2 4 3 5 6 7 2 3 8 10 11 8 9 3 2 8 12 13 1 1 ...
Page 78: ...78 1800 Series Lathe TRAVELING STEADY ASSEMBLY 1 2 2 1 3 4 5 ...
Page 86: ...86 1800 Series Lathe 892254 TAPER ATTACHMENT ASSEMBLY OPTIONAL ...
Page 89: ...89 EGH 1880 EGH 2180 EGH 21120 14 0 WIRING DIAGRAMS EGH 1880 EGH 2180 ELECTRICAL DIAGRAM ...
Page 90: ...90 1800 Series Lathe EGH 21120 ELECTRICAL DIAGRAM ...
Page 91: ...91 EGH 1880 EGH 2180 EGH 21120 NOTES ...
Page 92: ...92 1800 Series Lathe NOTES ...


























































