



















9
Operation
Before using the machine:
Check that safety devices (e.g., blade guards)
are in position and work perfectly and that
personal safety requirements are complied
with.
Check the sharpness of the blade and verify
coolant flow.
Operation
1.
Make sure the work piece is securely clamped
in the vise.
2.
Turn the power on (A, Fig. 8).
3.
Select the cutting speed (B, Fig. 8).
Figure 8
4.
Grip the trigger handle (Figure 5) on the
control lever.
5.
Start the blade by pressing the micro-switch on
the handgrip.
The down stroke speed of the head is controlled
manually by the operator. The coolant pump is
activated during the time that the head is below the
upper limit position.
When the cut is complete:
6.
Raise
the
head.
7.
Remove the work piece from the vise using the
vise hand wheels.
11.1
Stock Stop
Install the shaft of the stock stop into the threaded
hole in the right side of the table. See
sect. 14.2.2
exploded view for reference.
The stop can be used for quickly making multiple
cuts of the same length
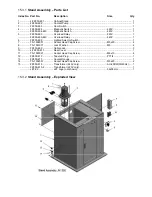
11.2
Miter Adjustment
To adjust the miter position follow the steps below
while referring to Figure 10:
1.
Move the miter position lock (A) to the right to
release.
2.
Adjust the head to the desired angle ranging
from –45º to +45º by pushing on the back of
the motor to the right or left. The miter position
is shown on the scale (B).
3.
A detent mechanism locks the head in the -45º,
90º and +45º positions to prevent the head from
rotating. For a miter position other than -45º, 90º
and +45º, press the lever (C) to release while
rotating the head.
4.
When the desired cutting angle is set, move
miter position lock
(A) to the left to secure.
Figure 10
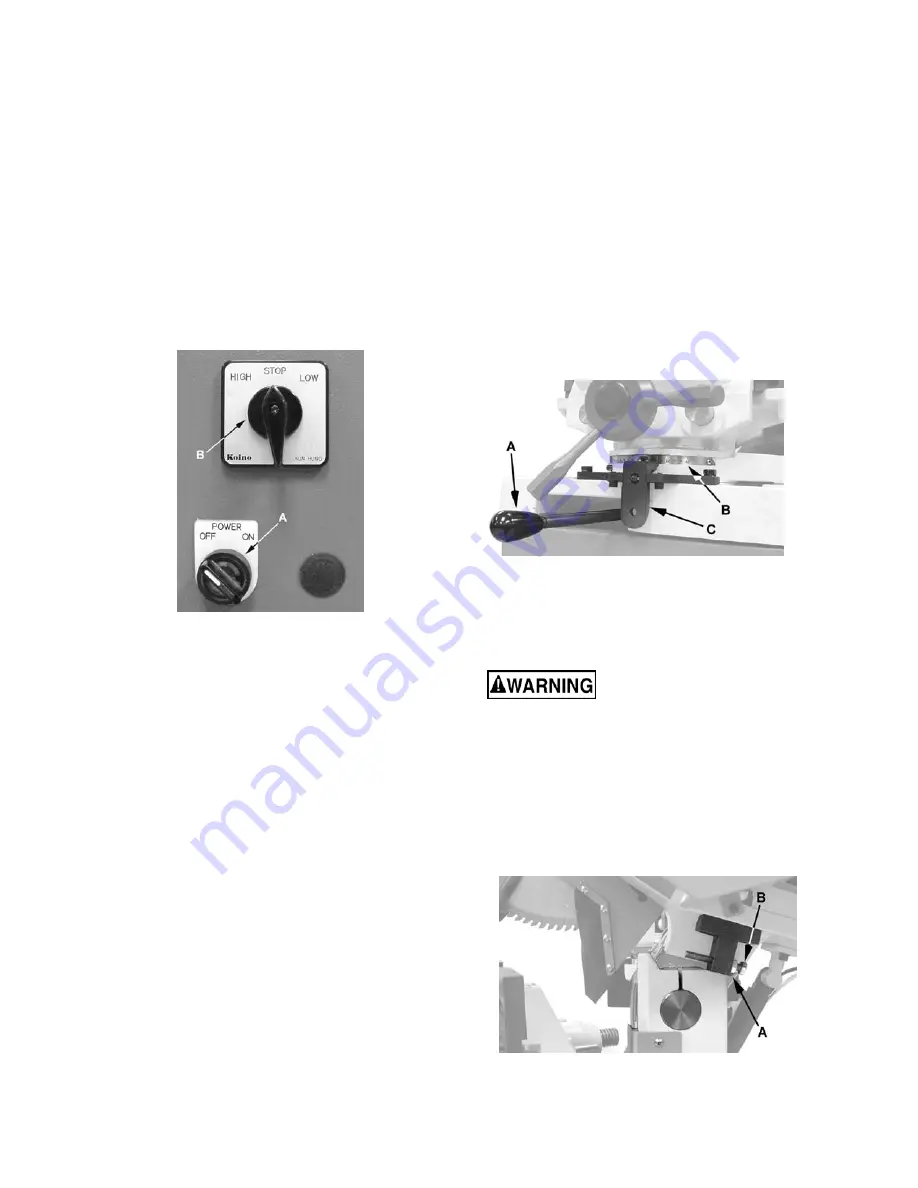
11.3
Depth Stop
The
depth stop
adjustment
limits the lower travel of the
saw blade during a cutting operation.
Remove power when making
this adjustment. Failure to
comply may result in serious injury!
To adjust the depth of cut (refer to Figure 12):
1.
Using two 13mm wrenches, loosen the lock
nut (A).
2.
With the saw in the fully lowered position, turn
the screw (B) until the saw blade bottoms out
at the desired level.
3.
Tighten the lock nut.
Figure 12







































































