























42
8.3.1 Réglage de la tension de courroie
REMARQUE : Une tension de courroie transporteuse
insuffisance peut provoquer un glissement de la courroie
du rouleau entrainant pendant le ponçage. La courroie
transporteuse est trop lâche si elle peut être stoppée par
une pression de la main appliquée directement en haut du
mouvement de la courroie. Une tension excessive peut se
produire du fait de rouleaux déformés, de supports
déformés et/ou d'une usure prématurée des bagues ou de
la courroie.
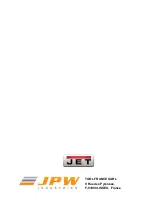
Pour régler la tension de courroie :
1.
Desserrez légèrement les quatre vis (A, Figure 8‐
2) du côté d'entrée du convoyeur, avec une clé
hexagonale de 4 mm (deux vis de chaque côté).
2.
Ajustez les vis de tension (Figure 8‐2) avec une clé
hexagonale de 5 mm. Faites‐les des deux côtés du
convoyeur pour obtenir une tension approximative
égale des deux côtés de la courroie abrasive
lorsqu'elle est tendue.
3.
Serrez les quatre vis (A, figure 8‐2).
4.
Vérifiez l´alignement de la courroie avant
d'utiliser la machine. Passez à la sect. 8.3.2.
Figure 8‐2: réglage tension de la courroie
8.3.2 Réglage de l'alignement
Une courroie transporteuse est bien alignée lorsqu'elle
se déplace au centre des rouleaux du convoyeur sans
dérive entre les deux côtés. Les réglages de
l'alignement sont effectués avec la courroie en
marche.
1.
Assurez‐vous d'avoir la bonne tension de
courroie (voir
chap. 8.3.1
).
2.
Activez le convoyeur et réglez sur la vitesse maximale.
3.
Observez s'il y a une tendance pour la courroie à
«se déplacer» d'un côté
4.
Si la courroie «se déplace» d´un cote, desserrez
légèrement les deux vis (A, figure 8‐2) et serrez
la vis de tension (B, figure 8‐2) de ce côté.
Remarque :
Tournez la vis de tension d'1/4 de
tour seulement à ce moment. Laissez à la
courroie un temps de réaction au réglage avant
de continuer.
5.
Lorsque le réglage est satisfaisant, serrez deux
vis (A, figure 8‐2).
Essayez d'éviter le sur‐réglage, car cela peut affecter
la tension de la courroie. Si la tension en est touchée,
il faudra utiliser les deux vis de tension pour effectuer
l'alignement et la tension.
8.4
Vérification de l'alignement du cylindre
Le cylindre à poncer doit être parallèle à la table du
convoyeur pour un fonctionnement correct de la
machine. Le cylindre à poncer est livré préaligné par
le fabricant. Si un problème d'alignement du cylindre
se produit, suivez les instructions ci‐dessous.
Vérifiez d'abord l'alignement avec une jauge quelconque.
La procédure suivant utilise une règle en acier comme
jauge.
1.
Débranchez la ponceuse de la source d'alimentation !
2.
Ouvrez le couvercle antipoussière et enlevez la bande
abrasive du cylindre.
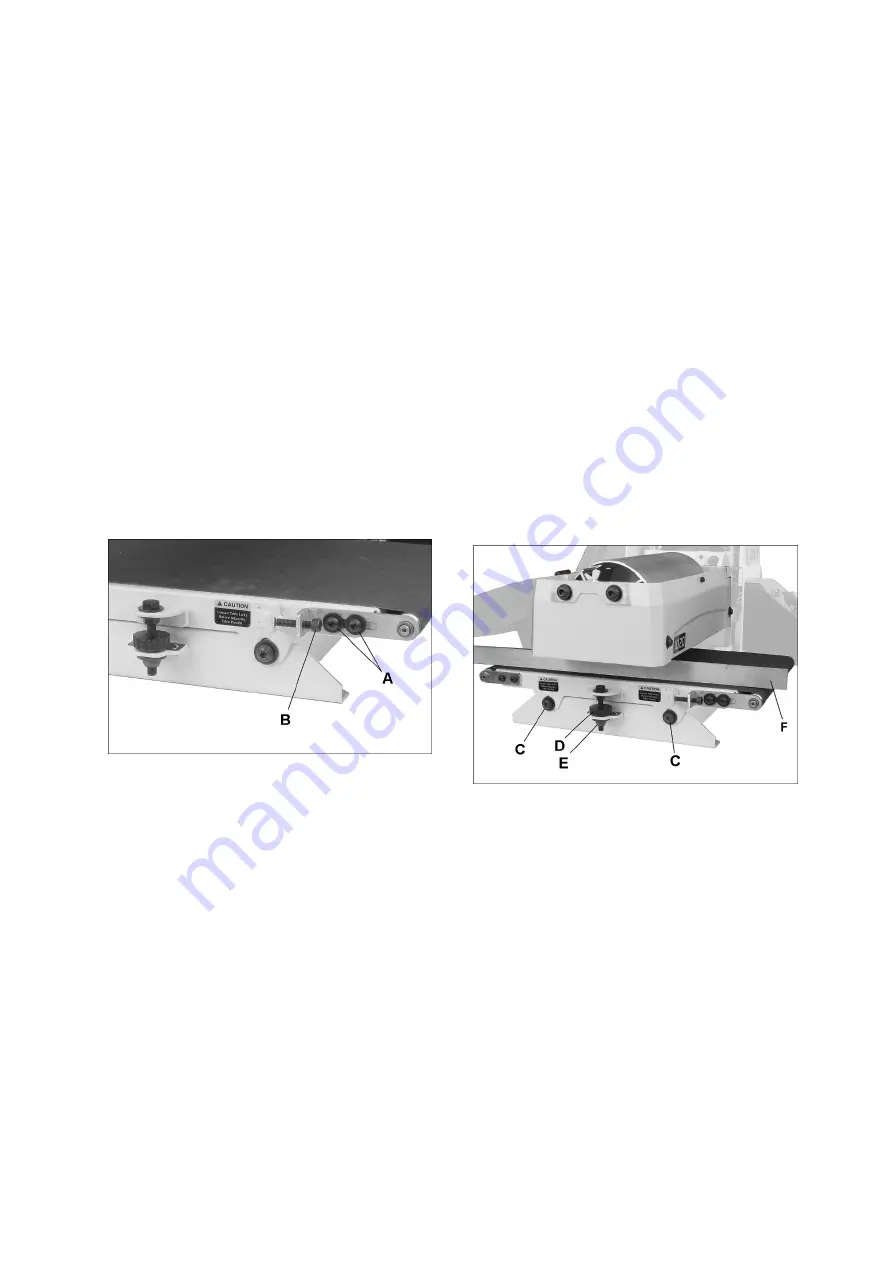
3.
Insérez la jauge (F, Figure 8‐3) entre le cylindre et la
table du convoyeur du côté externe du cylindre.
Figure 8‐3: alignement du cylindre
4.
Avec le couvercle antipoussière ouvert, abaissez le
cylindre à poncer tout en le tournant lentement à la
main jusqu'à ce qu'il touche légèrement la jauge.
REMARQUE : Vérifiez que le cylindre touche la jauge,
pas seulement les rouleaux de tension.
5.
Enlevez la jauge et placez‐la en dessous du cylindre
côté interne.
6.
Si le cylindre ne touche pas la jauge de manière égale
des deux côtés du cylindre, un alignement est
nécessaire.
8.4.1 Alignement du cylindre
Pour aligner la table du convoyeur avec le cylindre :
1.
Desserrez les deux vis de verrouillage de la table
(C, Figure 8‐3) avec une clé hexagonale de 5 mm.







































































