





























21
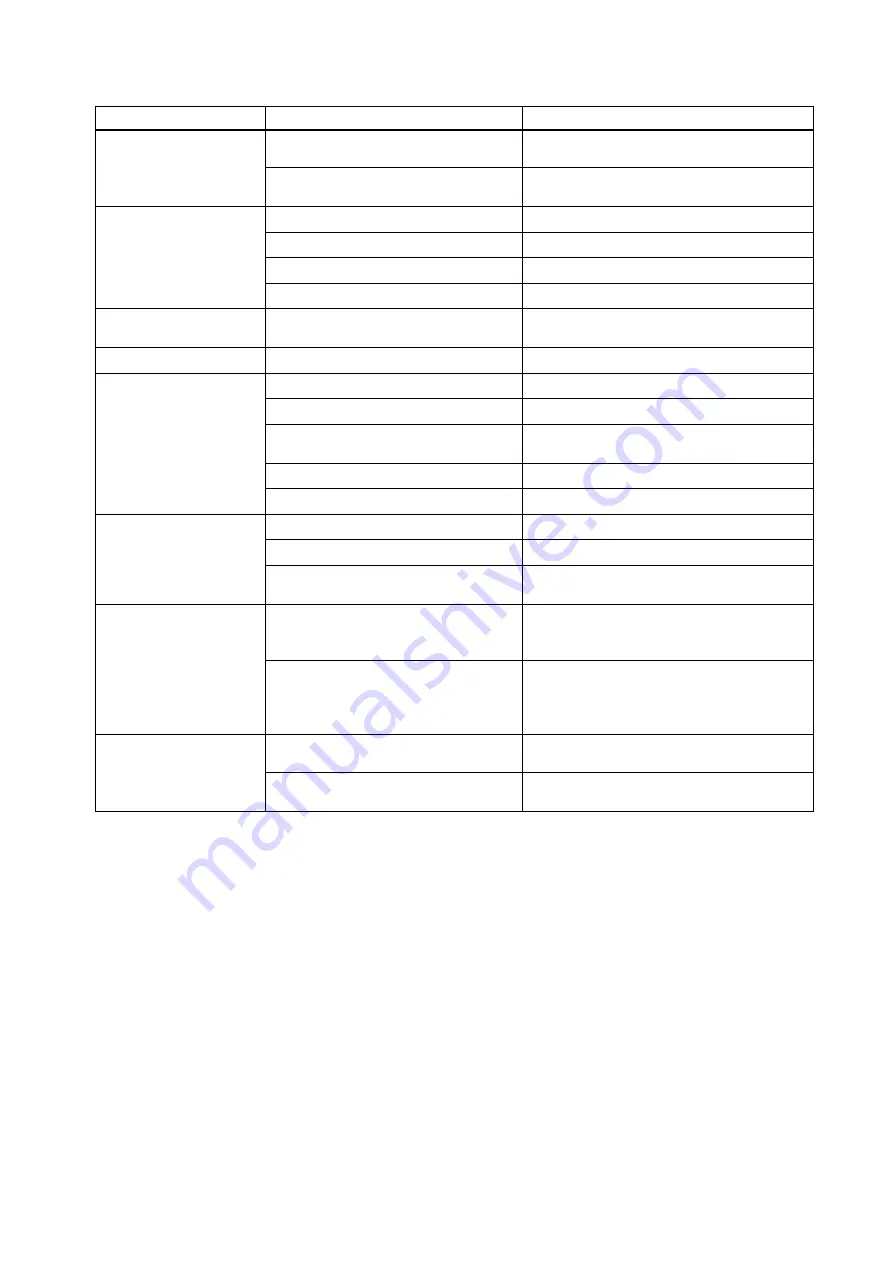
Symptom
Mögliche Ursache
Gegenmaßnahme *
Schleifband sitzt zu locker. Schleifband hat sich an Innenkante der
Schlitzöffnung der Trommel verfangen.
Schleifbandende in Schlitzöffnung neu
ausrichten und/oder Schleifbandende kürzen.
Schleifband nicht korrekt abgeschnitten.
Neu abschneiden und Schleifband wieder
anbringen.
Schleifband setzt sich
vorzeitig zu.
Zu große Schleiftiefe.
Die Schleiftiefe verringern.
Vorschubgeschwindigkeit zu hoch.
Vorschubgeschwindigkeit verringern.
Staubabsaugung nicht effizient.
Absaugleistung erhöhen.
Falsches, ungeeignetes Schleifmittel.
Schleifmittel mit offener Streuung verwenden.
Wellen oder Rillen im
Schleifgut.
Vorschubgeschwindigkeit nicht
gleichförmig.
Vorschub während der Bearbeitung nicht
stoppen oder verändern.
Fehlerlinien.
Andruckrollen‐Druck zu hoch.
Rollenandruck verringern.
Brandmarken am Holz.
Schleifband hat Überlappungen.
Schleifband neu aufwickeln.
Schleifmittel hat sich zugesetzt.
Schleifmittel reinigen.
Zu große Schleiftiefe für feine Körnung.
Gröbere Körnung verwenden oder Schleiftiefe
verringern.
Vorschubgeschwindigkeit zu niedrig.
Vorschubgeschwindigkeit erhöhen.
Schleifmittel ist abgenutzt.
Schleifmittel austauschen.
Werkstück rutscht auf dem
Vorschubband.
Andruckrollen‐Druck zu niedrig.
Rollenandruck erhöhen.
Vorschubgeschwindigkeit zu hoch.
Vorschubgeschwindigkeit verringern.
Vorschubband verschmutzt oder
verschlissen.
Das Vorschubband absaugen/reinigen oder
auswechseln.
Geschliffene Fläche ist
wellig.
A. Wellen in
ungleichmäßigen
Abständen zueinander.
B. Wellen in gleichmäßigen
Abständen zueinander.
A. Vorschub ungleichmäßig.
Vorschubband rutscht durch (siehe oben)
Platte rutscht auf dem Band (siehe oben).
Vorschubmotor stoppt (siehe oben).
B. Vorschubtisch biegt sich oder vibriert.
Schleiftiefe und/oder Vorschubgeschwindigkeit
verringern. Auf gelockerte Schrauben,
gelockerte Gewindestifte der Wellenkupplung
oder unrund laufende Trommel überprüfen.
Rillen im Holz.
Schleifgut rutscht auf dem Vorschubband
hin und her.
Schleiftiefe oder Rollenandruck korrigieren.
Werkstück wird nicht korrekt abgestützt.
Rollenböcke zur zusätzlichen
Werkstückabstützung verwenden
*
WARNUNG:
Einige Korrekturen und Abhilfemaßnahmen müssen unter Umständen von einem qualifizierten
Elektriker durchgeführt werden.
Tabelle 3
14.0
Optionales Zubehör für JWDS‐2244OSC‐M
723551
Abklappbare Tischverlängerungen für JWDS‐2244OSC‐M / JWDS‐2550‐M
723552
Digitale Dickenanzeige







































































