

























12
REMARQUE : Vérifiez que le cylindre touche la jauge,
pas seulement les rouleaux de tension.
5.
Enlevez la jauge et placez‐la en dessous du
cylindre côté interne.
6.
Si le cylindre ne touche pas la jauge de manière
égale des deux côtés du cylindre, un alignement
est nécessaire.
Pour aligner la table du convoyeur avec le cylindre :
7.
Desserrez les deux vis de verrouillage de la table
(B)
Desserrez les deux blocages de
table avant d'effectuer l'alignement du cylindre.
8.
Tournez le bouton (C) pour monter ou descendre
l'extrémité externe de la table. Suivez les repères
de direction sur l'étiquette (+ fait monter, ‐ fait
descendre).
9.
Resserrez les vis de verrouillage de la table (B).
8.5.1
Alignement de précision du cylindre
Remarque : Ceci est un test opérationnel pour les plaques
de ponçage plus large que le cylindre. N'effectuez cette
procédure que lorsque vous vous être familiarisé avec le
fonctionnement de la ponceuse.
Lorsque les plaques de ponçage sont plus larges que le
cylindre, l'alignement de table est indispensable et la table
doit être ajustée exactement au niveau légèrement en
dessous de l'extrémité externe. Ceci empêchera la
formation de bavures sur le matériau. Vérifiez toujours ceci
sur un morceau de bois, comme suit, avant de poncer une
pièce à usiner.
1.
Avancez le morceau de poids d'une largeur de 150
mm, d'épaisseur de 700 mm et de longueur de 1000
mm par la ponceuse de côté de sorte que l'extrémité
de la plaque s'étendent au‐delà du côté externe du
cylindre.
2.
Sans changez la hauteur du cylindre, tournez la
plaque de 180° et poncez le même côté.
3.
Si une bavure est visible là où le cylindre
chevauche, desserrer les deux vis de verrouillage
de la table (B, Figure 8‐4) et abaissez légèrement
la table sur l'extrémité externe en tournant le
bouton (C).
4.
Répétez ce processus jusqu'à élimination des
bavures et que toute la plaque soit poncée.
Remarque :
Pour un matériau à poncer réduit (inférieur à
560 mm), retournez la table du convoyeur en position
parallèle. Tournez le bouton en direction opposée jusqu'à
ce que le contre‐écrou (D) soit touché. Le contre‐écrou fait
butée pour le parallélisme de la table.
8.6
Réglage du rouleau de tension
Les rouleaux d'entrée et de sortie sont tendus pour
fournir une pression à la baisse sur la pièce à usiner
pour éviter un glissement sur le convoyeur
d'alimentation. Les rouleaux de tension ont été réglés
par le fabricant, mais ils doivent être vérifiés et
peuvent nécessiter un réglage à la réception de la
ponceuse.
Des rouleaux de tension mal réglés
(p.ex. trop tendus, les rendant non fonctionnels)
peuvent faire rebondir les pièces en train d'être
poncées.
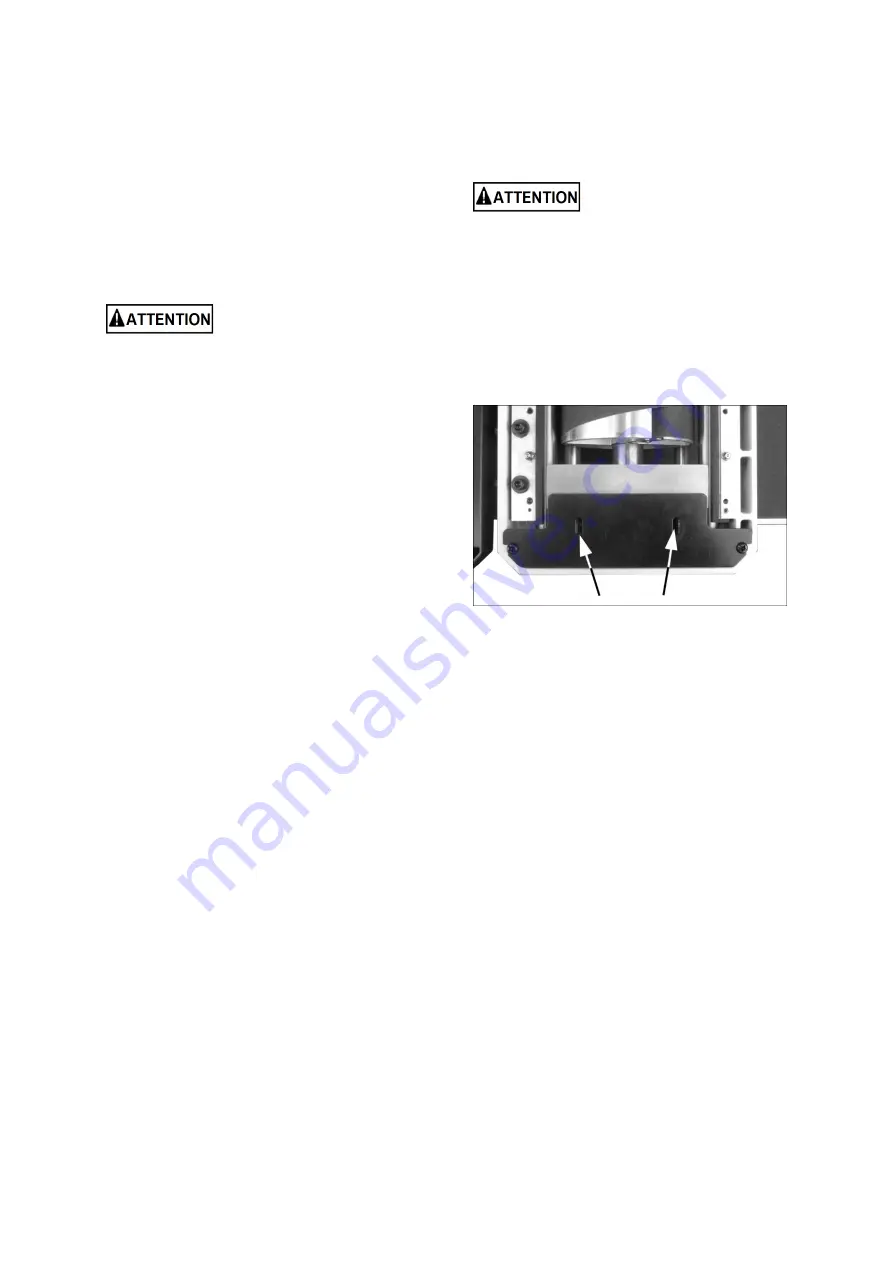
Vous pouvez augmenter ou diminuer la pression de
tension du rouleau du côté extérieur en insérant le
tournevis dans les trous de la plaque (Figure 8‐5) et
en tournant les vis sur les supports du rouleau. La
plaque peut être retirée pour un accès plus facile. Les
vis sur le côté intérieur du cylindre peuvent être
ajustées de la même manière.
Figure 8‐5: vis de réglage de tension
Une pression de tension du rouleau trop élevée peut
provoquer une rainure, qui est une ligne visible sur
toute la largeur de la plaque et qui se trouve à
environ 60 mm de l'extrémité de la plaque.
Si la rainure apparaît sur l'extrémité avant de la
plaque, ajustez la tension du rouleau de sortie. Si la
rainure apparaît sur l'extrémité arrière de la plaque,
ajustez la tension du rouleau d'entrée.
9.0
Fonctionnements
Avant d'utiliser votre ponceuse à cylindre, relisez les
parties précédentes concernant la configuration
initiale et le réglage. Avant d'utiliser, assurez‐vous
qu'une bande abrasive est installée et que le bon
système de collecte de poussière est raccordé.
9.1
Fonctionnement du moteur de
courroie et du cylindre
1.
Connectez l'alimentation à la machine.
2.
Déverrouillez l'arrêt d'urgence (A, Figure 9‐1) en
tournant le bouton rouge dans le sens des
aiguilles d'une montre ou en le tirant vers le
haut.
Remarque : La lampe d´erreur (D) peut clignoter en
continu, pour rappeler que le convoyeur n´est pas
éteint.







































































