




















Fig. 13
Serrer la pièce centrée entre la pointe de centrage et la
contre-pointe tournante de la contre-poupée.
Tourner le volant de la contre-poupée jusqu’à ce que la
contre-pointe tournante soit bien introduite dans la pièce.
Retourner le volant en sens inverse d’un quart de tour et
serrer le fourreau de contre-poupée.
Tourner la pièce à la main et contrôler la fixation et la rotation
impeccable.
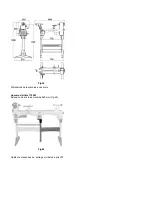
Pour un travail entre les pointes ajuster la hauteur du support-
outil env. 3 mm au-dessus de la hauteur des pointes (Fig. 14
et 15).
Fig 14
Fig 15
6.5 Tournage des formes creuses
Tourner le contour extérieur entre les pointes.
Le tournage d’une petite cheville (A, Fig. 16) du même
diamètre intérieur que le plateau circulaire facilite le
positionnement central de la pièce d’œuvre lors de la 2e
fixation.
Fig. 16
Fixer la pièce à usiner (A, Fig. 17) avec 4 vis à bois (C) par
derrière directement sur le plateau circulaire.
Bien choisir les vis. Des vis trop longues débordent dans la
zone de travail et des vis trop courtes ne garantissent pas une
bonne fixation.
Si la fixation par vis n’est pas possible, la pièce peut
également être collée sur un support circulaire (D) pouvant
être vissé sur le plateau circulaire.
En collant du papier entre les deux, vous évitez
d’endommager la pièce en la retirant après.
Visser le plateau circulaire, sur lequel la pièce est déjà fixée,
sur le nez de broche et serrer à la main.
Faire bouger la contre-poupée vers la droite, retirer la
contrepointe tournante ou le mandrin pour éviter tous risques
de blessures.
Tourner la pièce à la main et contrôler la fixation et la rotation
impeccable.
Fig 17
Pour un travail avec le plateau circulaire, ajuster la hauteur du
support-outil légèrement en dessous de la hauteur des
pointes.
Attention:
Ne travailler avec l’outil de tournage que sur la partie gauche
du centre de rotation.
Conduire la gouge avec la main gauche pendant que la main
droite oscille vers le corps (Fig. 18).





























































