



























14
Stock Selection
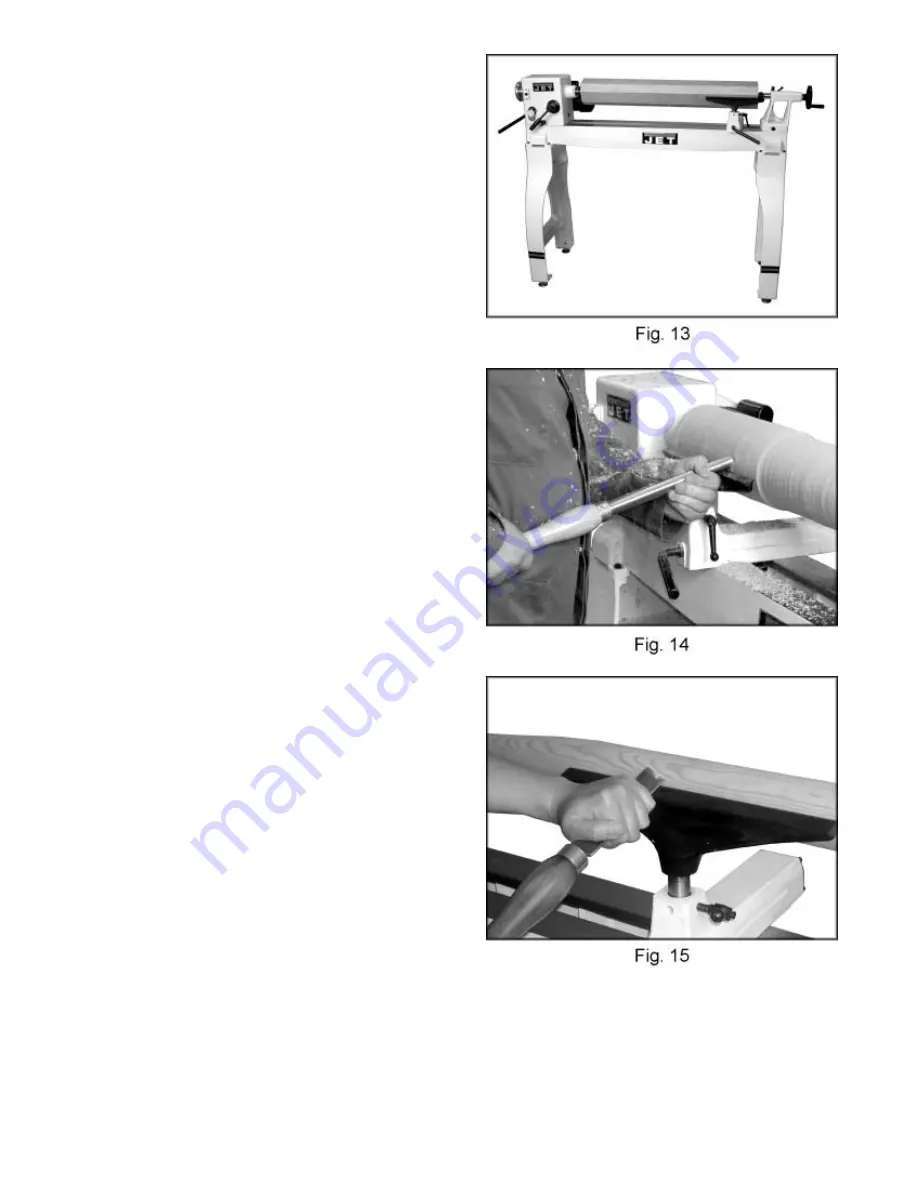
Stock for spindles should be straight grained
and free of checks, cracks, knots and other
defects. It should be cut 1/8" to 1/4" larger than
the finished diameter and may require additional
length to remove ends if required. Larger stock
should have the corners removed to produce an
octagon making the piece easier to rough down
to a cylinder, see Figure 13.
Roughing Out
1. Use a large roughing gouge and begin
cutting about 2” from the tailstock end of the
workpiece. Place the tool on the tool rest
with the heel of the tool on the surface to be
cut.
2. Slowly and gently raise tool handle until
cutting edge comes into contact with the
workpiece. Work to the right towards the
end of the workpiece. You never want to
start at the end of a workpiece.
3. Now continue to work the rest of the
workpiece. Roll the flute (hollowed-out
portion) of the tool in the direction of the cut,
see Figure 14. Make long sweeping cuts in
a continuous motion to rough the piece
down to a cylinder. Keep as much of the
bevel of the tool as possible in contact with
the workpiece to ensure control and avoid
catches. Note: Always cut downhill, or
from large diameter to small diameter.
Always work toward the end of a workpiece,
never start cutting at the end.
4. Once the workpiece is roughed down to a
cylinder, smooth it with a large skew. Place
the cutting point near the center of the chisel
and high on the workpiece, see Figure 15.
Touching one of the points of the skew to
the spinning workpiece may cause a catch
and ruin the workpiece.
5. Add details to the workpiece with skew,
spindle gouge, etc.
Summary of Contents for JWL-1442VS
Page 22: ...22 Bed Assembly...
Page 24: ...24 Headstock Assembly...
Page 28: ...28 Wiring Diagram...


































































