

























21
17.0
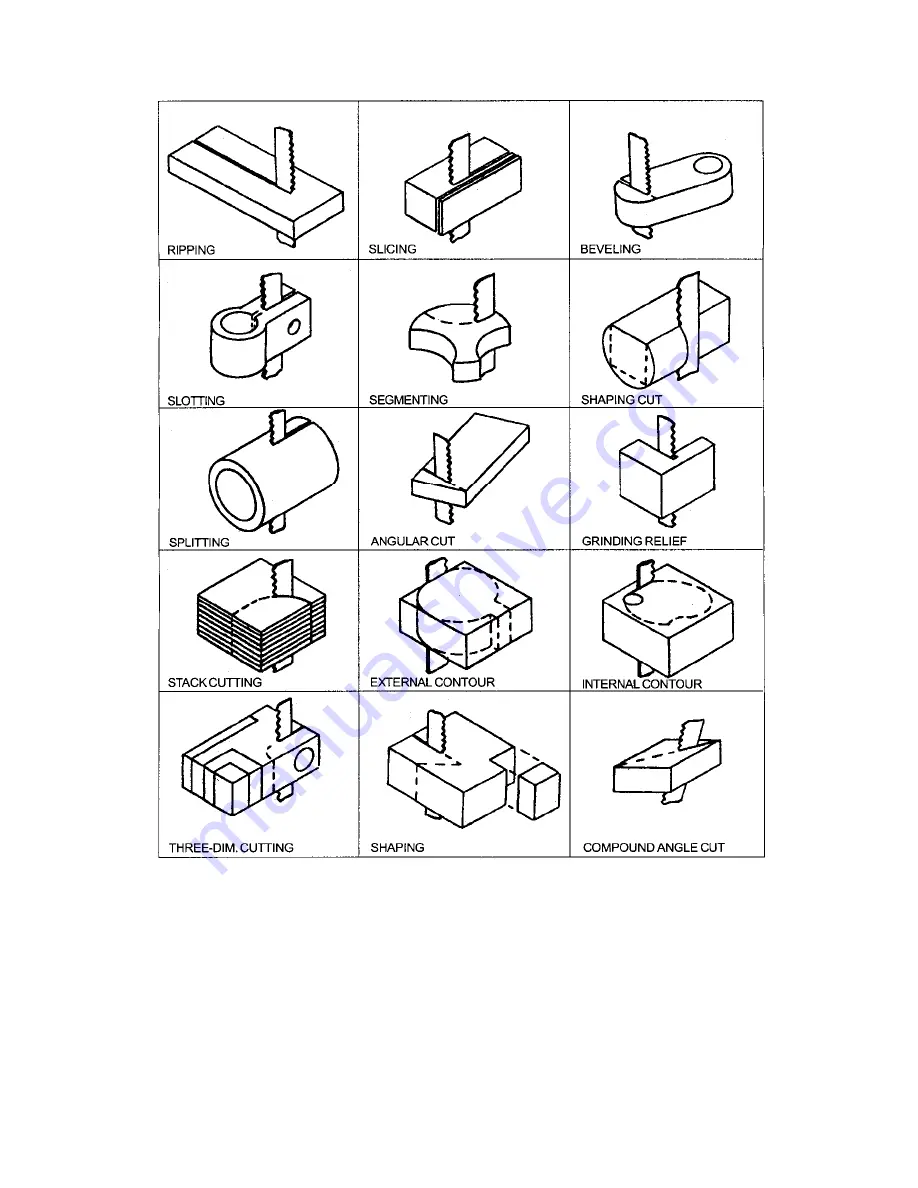
Typical Band Saw Operations
Figure 20
18.0
Replacement Parts
Replacement parts are listed on the following pages. To order parts or reach our service department, call 1-
800-274-6848 Monday through Friday (see our website for business hours, www.waltermeier.com). Having the
Model Number and Serial Number of your machine available when you call will allow us to serve you quickly
and accurately.
Note: An asterisk in the parts list indicates the part belongs to a complete assembly.
Summary of Contents for VBS-2012
Page 20: ...20 16 0 Speed and pitch chart Table 5 ...
Page 22: ...22 18 1 1 VBS 2012 Band Saw Exploded View ...
Page 23: ...23 18 1 2 VBS 2012 Band Saw Welder Assembly Exploded View ...
Page 29: ...29 19 0 Electrical Connections ...
Page 30: ...30 This page intentionally left blank ...







































































