




























9629 Microprocessor Controller
- 33 -
Arc Length Control Addition
In addition to being interconnected with the
welding power supply, the 9629 control can
also be interconnected with a Jetline arc length
control.
When the 9629 wire feed control is intercon-
nected with the arc length control, the 9629 acts
as a channel through which the pulse lockout
signal is given to the arc length control.
The pulse lockout signal will be provided by
the welding power supply to the S2 connector
on the 9629 control. This signal can be used
to provide wire pulsing which is synchronized
with the current pulsing. The arc length control
is connected to the S1 connector on the 9629
control and receives the pulse lockout signal
though this connector.
Required Connections and Cables
:
S1:
9629 to arc length control.
Cable: 9600S1-ALC-3 (for 9690 ALC control)
S2:
9629 to welding power supply.
Cable: 9600S2-DX10-15 (For Miller)
S3:
9629 to wire drive motor.
Cable: Included with wire feed head
ALC & Wire Feeder Addition
(Circumferential operation)
MAXSTAR DX
9629
WIRE FEEDER
9629 CONTROL, WIRE FEEDER, ALC AND POWER SUPPLY
ARC LENGTH
CONTROL
Summary of Contents for 9600 Series
Page 2: ...9629 Microprocessor Controller 2...
Page 6: ...9629 Microprocessor Controller 6...
Page 41: ...9629 Microprocessor Controller 41 Figure 1 Enclosure SUB PANEL GROUND MAIN GROUND...
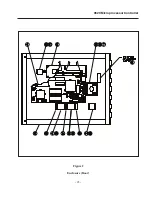
Page 43: ...9629 Microprocessor Controller 43 Figure 2 Enclosure Door...
Page 49: ...9629 Microprocessor Controller 49 S1 CONNECTOR...
Page 50: ...9629 Microprocessor Controller 50 S2 CONNECTOR...
Page 51: ...9629 Microprocessor Controller 51 S3 CONNECTOR...
Page 52: ...9629 Microprocessor Controller 52...
Page 53: ...9629 Microprocessor Controller 53 Interconnection Diagram...







































































