
























CABINET MAKING OPERATIONS
Making Panels with Horizontal Bits
Install a table insert with a hole large enough to clear the largest bit you will
be using (about 3
5
/
8"
diameter). Install the router bit in the router and set the
bit height to make a panel with a
1
/
4"
lip (standard for most rail and stile bits -
make lip to match groove). Install a new profile insert in the SmartFence and
cut the clearance for the router bit. Install a featherboard on the fence to hold
the piece down.
With a piece of scrap material of the same thickness as the panel and more
than twice as long as the clearance hole diameter make a trial cut. Use a
rubber faced push block to hold and move the piece. Test fit the panel lip in
the rail groove for fit. The lip should fit snug enough to install and provide for
wood movement. If the fit is satisfactory you are ready to cut the panels. If
not, make a bit height adjustment and make another test cut. Save the final
test piece for future setups.
Never be in a hurry when working in your shop; it only causes mistakes.
Make the panels in three cuts. The third cut removes the last
1
/
32"
of
material while the first two take a little less than one half the material each
pass. This method gives a nice final finish that requires very little sanding
and provides a little margin to correct any minor mistakes as you go. No
matter how careful you proceed it is very easy to burn the surface or to
wiggle the piece slightly as you pass it over the bit. The deeper the cut the
easier it is to make these mistakes.
Use the scrap setup piece to set the bit height to get the final height. Start
each series of cuts on every panel on an end grain side to avoid tearout.
Horizontal raised panel bits are also available with an undercutter bit to
relieve the back side of the panel and produce flush fronts.
Making Panels with
Vertical Bits
Setup for using the vertical cutting bits is completely different than for the
horizontal bits. The bits are 1
1
/
8"
in diameter and do not require the large
table opening that the horizontal bits do. With the smaller diameter bits a
lower horsepower router can be used. You should have no problem with a
1-1/2 horsepower router but a
1
/
2
" diameter collet is a must.
To support the panels a tall fence is required. The SmartFence and
FenceRaiser kit are ideal for this purpose. The FenceRaiser panel is easy
to install on the fence and its design permits use of a profile insert. After
assembling the FenceRaiser to the SmartFence, check the fence to the
table for squareness. Add shims between the raiser brackets and fence if
necessary.
For safety and ease of making the cuts, a horizontal table mounted
featherboard should be installed. Use two feather assemblies, one on the
infeed and one on the outfeed sides of the bit. Mount the featherboard
runner support on a spacer board of approximately 1
1
/
2"
thickness to place
the contact area of the featherboards above the cut. This will keep the panel
flat against the fence surface. Use a push device that will keep the panel
upright and square to the table surface (see VERTICAL PANEL PUSHER,
Jointech Woodworker's Notebook, SECT III).
Zero the fence to the outside of the maximum diameter of the cutter. With a
piece of scrap material of the same thickness as the panel make test cuts
moving the fence
1
/
8"
at a time until the desired cutting depth is achieved.
The depth of cut should be such that the lip of the raised panel fits snugly
into the groove of the stile. When this depth is determined by the test cut,
adjust the CLINCHER Inch Scale to set the zero (or any reference point)
under the cursor. Save the test piece for future setups.
To make the raised panels, plan to make the cuts in three passes, leaving
about
1
/
32"
for the third cut which will be made at the zero index. Always
start each series of cuts for each panel on a cross grain side to minimize
tearout.
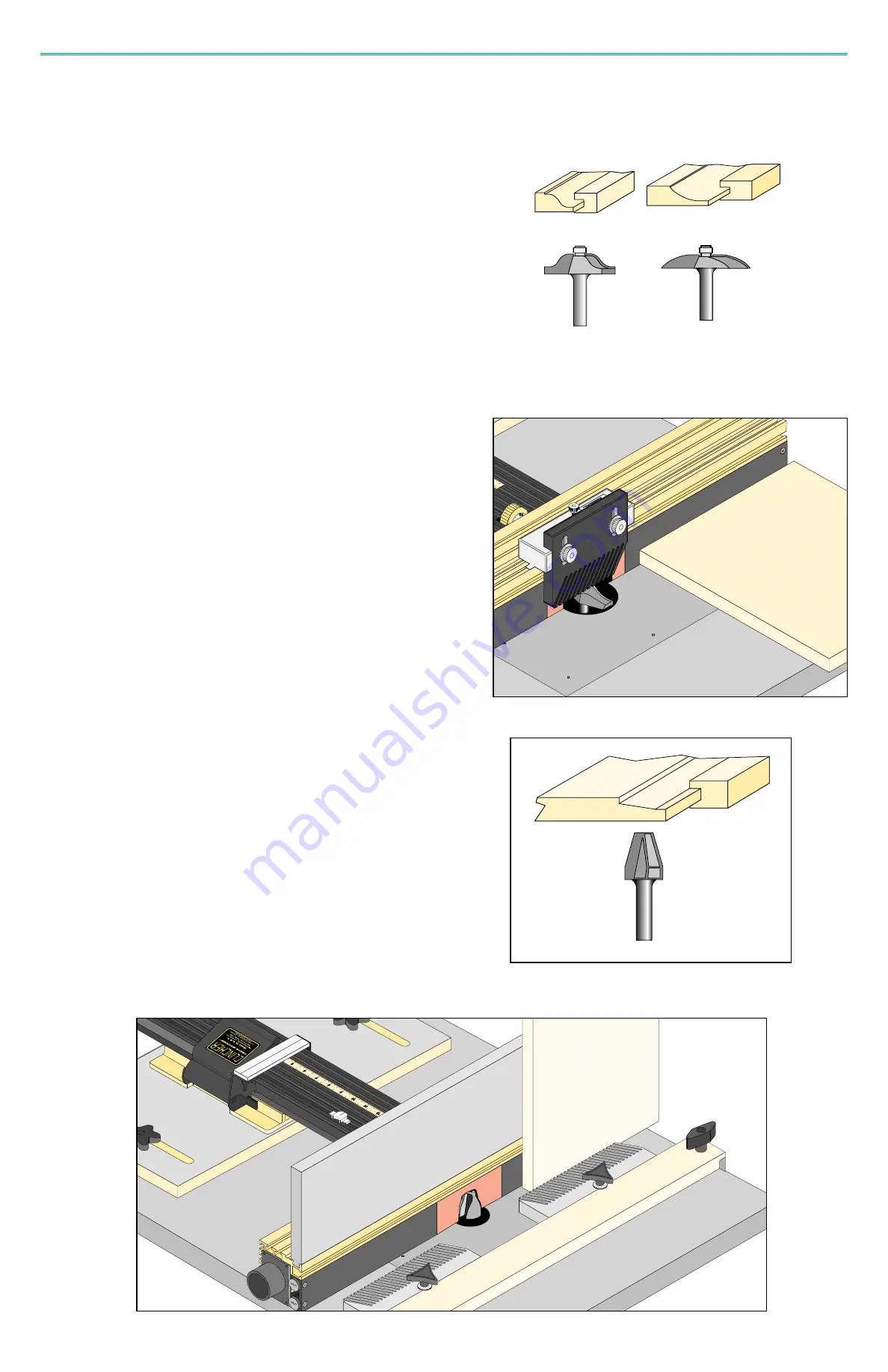
HORIZONTAL CUTTING BITS
HORIZONTAL ROUTER SETUP
VERTICAL CUTTING BIT
9
OGEE FILLET
COVE
STRAIGHT







































































