
























JOINT MAKING OPERATIONS
BOX JOI NTS
The two most important factors in making good box joints is the diameter of
the router bit and the spacing of the cuts. The CLINCHER will provide the
accuracy and templates the correct spacing. All box joint cuts are end
grain cuts and require the use of the Vertical Push Fixture (VPF-1).
If the bit is oversize the fit of the pins and tails will be too loose. The only
options are to either have the bit ground to the proper diameter or use
another bit. Most router bit manufacturers make their straight bits slightly
under the nominal size. When a bit is too undersized the fit will be too tight.
In this case the CLINCHER provides an easy remedy with its micro-adjusta-
bility. After performing a series of pin cuts, the same series of ALL cuts is
repeated after the fence is micro-adjusted over by an amount that will just
shave each pin. This is the only procedure that can compensate for an
undersized bit. You must determine the exact amount by trial and error by
making small incremental changes with the thumbwheel.
Once a perfect fit is achieved, record the micro-adjustment setting for future
usage with that bit. Don’t forget to reset the thumbwheel back to zero after
completion of the
shaving cuts. And, don’t let all of this discourage you from
using the box joint since in most cases the bit as purchased will produce a
satisfactory joint.
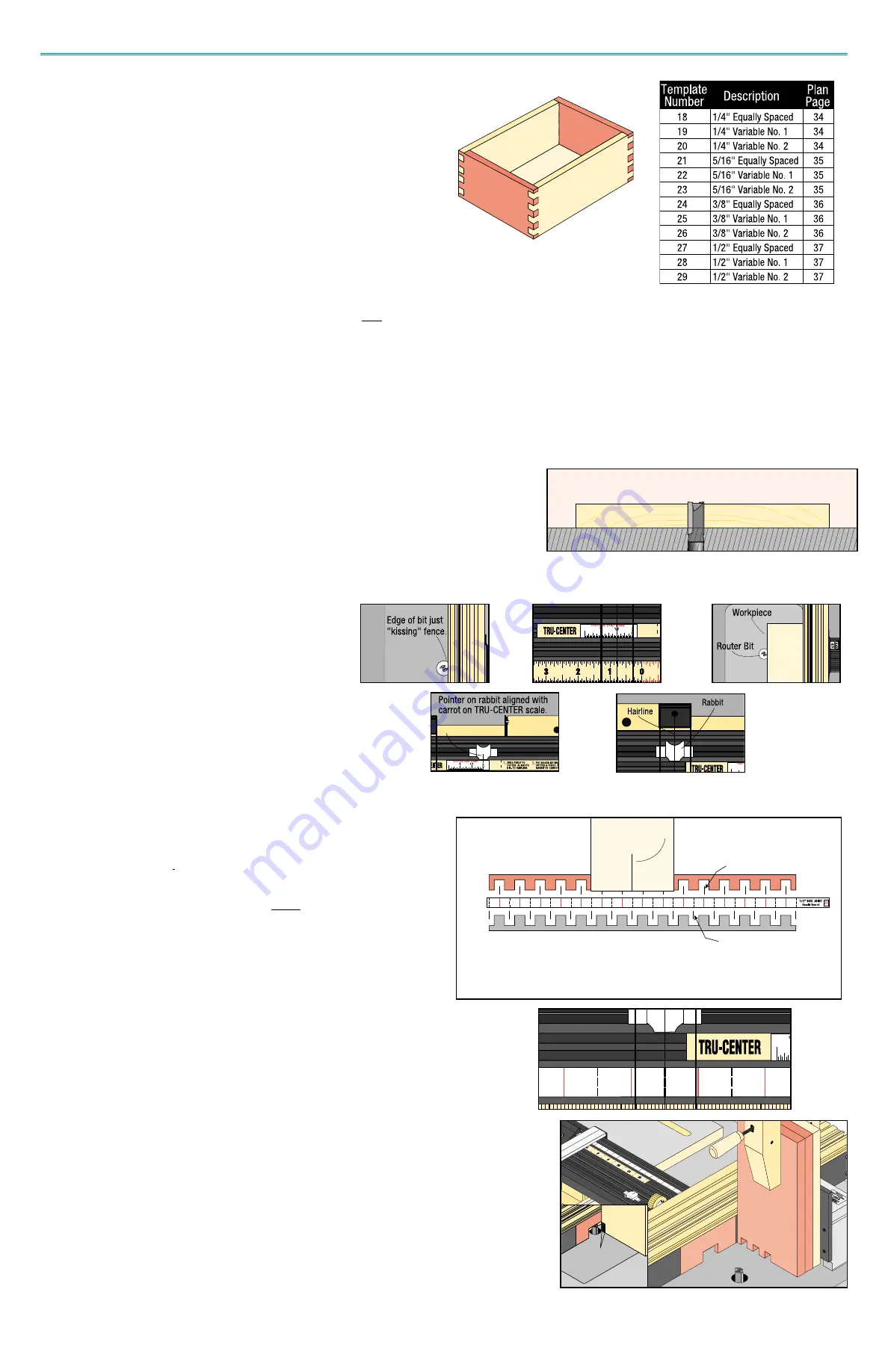
The Straight Router Bit
1. Set depth of cut
After you have installed the appropriate size router bit for your selected
template pattern, set the bit to a height that just barely exceeds the thickness
of the workpiece. If two boards are to be joined that are of different thick-
ness, then two different height settings will be required unless you rabbet
the thicker workpiece. The depth of cut on one workpiece is to match the
thickness of the other workpiece and vice versa. Most router bit manufactur-
ers recommend that you not cut deeper than the diameter of the bit in any
single pass.
Router Table Top
2. Center board for Symmetry
Use the CLINCHER
Rabbit and the TRU-CENTER
scale to center the bit on your workpiece following
the instructions in the earlier Section on
Making
The Perfect Joint. After finding center, lock
carriage and install the selected template. Take
one of your workpieces and place a small pencil
mark at its center on one end. You can do this by
placing it against the fence and up close to the bit.
This center mark will be used in the next step to
establish which series of cuts (RED or BLACK) to
use for the pins and which to use for the tails.
3. Determine Pin and Tail Cuts
Find the full size plan page for your selected template pattern to determine
the choice for a properly cut tail and pin board. Refer to the earlier Section
on
Making The Perfect Joint. Place your board onto plan page and align
pencil mark to one of the lower
center cut marks. The side of the plans
which the outer edges of the board overlap grooves will become the series of
tail cuts. If your template is variably spaced you can obtain a different
appearing joint by aligning pencil mark to an upper
center cut mark before
assignment of cut series.
5. Make the Cuts
Clamp your Pin boards to the Vertical Push Fixture with a backing board as shown. The backing
board will prevent splintering as the bit exits the cut. Install a stop block on fence to limit the
travel of the VPF-1 to prevent damage to the fixture. Make the series of pin cuts. Flip the boards
end for end and repeat the same cuts. Now clamp the tail boards with a backing board to the
VPF-1 and make its series of cuts on both ends. Note: The first cut on the tail board will be an
open cut meaning that you will be cutting away the edge of the board adjacent to the fence. To
prevent this first cut from splintering, make the cut in several small side by side passes.
Pin and tail cuts can be made at the same time (this will only work with equally spaced joints).
Two pieces for the front and back and two pieces for the sides are clamped together along with
the back up board. The two front pieces (with the pins) are offset from the fence by the exact
diameter of the router bit. With this setup only the series of cuts for the tails need to be made.
With variably spaced patterns, pins and tails must be cut separately.
4. Align Template
With carriage locked and
Rabbit still aligned to cursor, adjust the template in its slot until
one of the
symmetry marks you selected is in alignment with the cursor hairline. Be sure
that there will be enough cut lines to the left and right of cursor to make all the cuts over
your board width. You can quickly verify this by making a comparison of the center mark
on your board to the template and its position under cursor.
This example shows the board edges overlapping the grooves upper side of
plan (RED). Therefore, for this board width, the tail cuts will be the RED
series of cut lines and the pin cuts will be the BLACK series of cut lines.
1.
2.
3.
5.
4.
Make this cut in
several small side
by side passes.
13
Pencil Mark at center of board
Upper Symmetry Mark
Lower Symmetry Mark







































































