



















JOINT MAKING OPERATIONS
7. Making The Pins
Perform the pin cuts from the assigned template cut lines determined in Step 1 above.
a.
HALF-BLIND DOUBLE-DOVETAILS
Complete the pin workpiece in the same manner as for a conventional Half-Blind
dovetail. Refer to the previous section,
Half-Blind Dovetails, Step No. 5.
b.
THROUGH DOUBLE-DOVETAILS
Complete the pin workpiece in the same manner as for a conventional Through
Dovetail pin piece. Refer to the previous section,
Through Dovetails, Step No. 7.
8. The Middle Section
Methods for making the middle section for both Half-Blind and Through
Double-Dovetails are the same.
Note: Wall thickness dimensions given on
plan pages are approximate. To insure that the top and bottom wall sections
end up precisely the same thickness as the side wall sections, it is suggest-
ed that you first make test cuts using scrap pieces.
a.
VERTICAL METHOD
(1) Select a workpiece for the middle section. It should be of the same
width and thickness as the tail workpiece and long enough to clamp
to the Vertical Push Fixture.
(2) Clamp the middle piece vertically to the VPF and perform the
assigned series of cuts which will mate the center section to the tail
workpiece.
(3) Fit the dovetailed ends of the middle piece and the tail board
together and glue and clamp in place. Allow to dry.
(4) Place a mark on the middle section workpiece which will extend the
length of the tail boards by the
wall thickness amount found on the
respective full size plan page. On a table saw, cut off the middle
section to the mark.
(5) Clamp this longer tail board to the VPF and perform the series of
cuts which will mate to the pin workpiece. The tail board can now be
trial fitted to the completed pin board.
b.
SLIDING METHOD
(1) Select a suitable workpiece for the middle section. The board should
be several inches long and same width as your tail and pin work
pieces, but of thicker stock. Plane it to a dimension that is greater
than the depth of your dovetail cut by the
wall thickness amount
found on the respective full size plan page. As in the previous
method, test cuts will determine the precise thickness required to
achieve uniform wall thickness.
(2) Make only the one series of cuts which will mate with the tail work
piece. Be sure to use a rubber-soled push block for all sliding cuts.
(3) Using a support board (ideally, a mating piece cut by following the
short template lines which would mate with the pin board), on a
table saw slice sections about
1
/
32”
wider that the tail board
thickness.
(4) Glue the sliced center section to the finished tail board. Allow to dry
and belt sand smooth.
(5) Clamp this longer tail board to the VPF and perform the series of
cuts which will mate to the pin workpiece. The tail board can now be
trial fitted to a completed pin workpiece.
9. The Final Fit
a.
HALF-BLIND DOUBLE DOVETAILS
Make a rabbet cut on the back side of each tail board. Refer to the
previous section,
Half-Blind Dovetails, Step No. 7.
b.
THROUGH DOUBLE-DOVETAILS
If your tail boards are thicker than the pins, a rabbet cut must be
made by following the same procedure as for a half-blind dovetail.
However, you should use a straight bit and set to the same height
as the thickness of your pin boards.
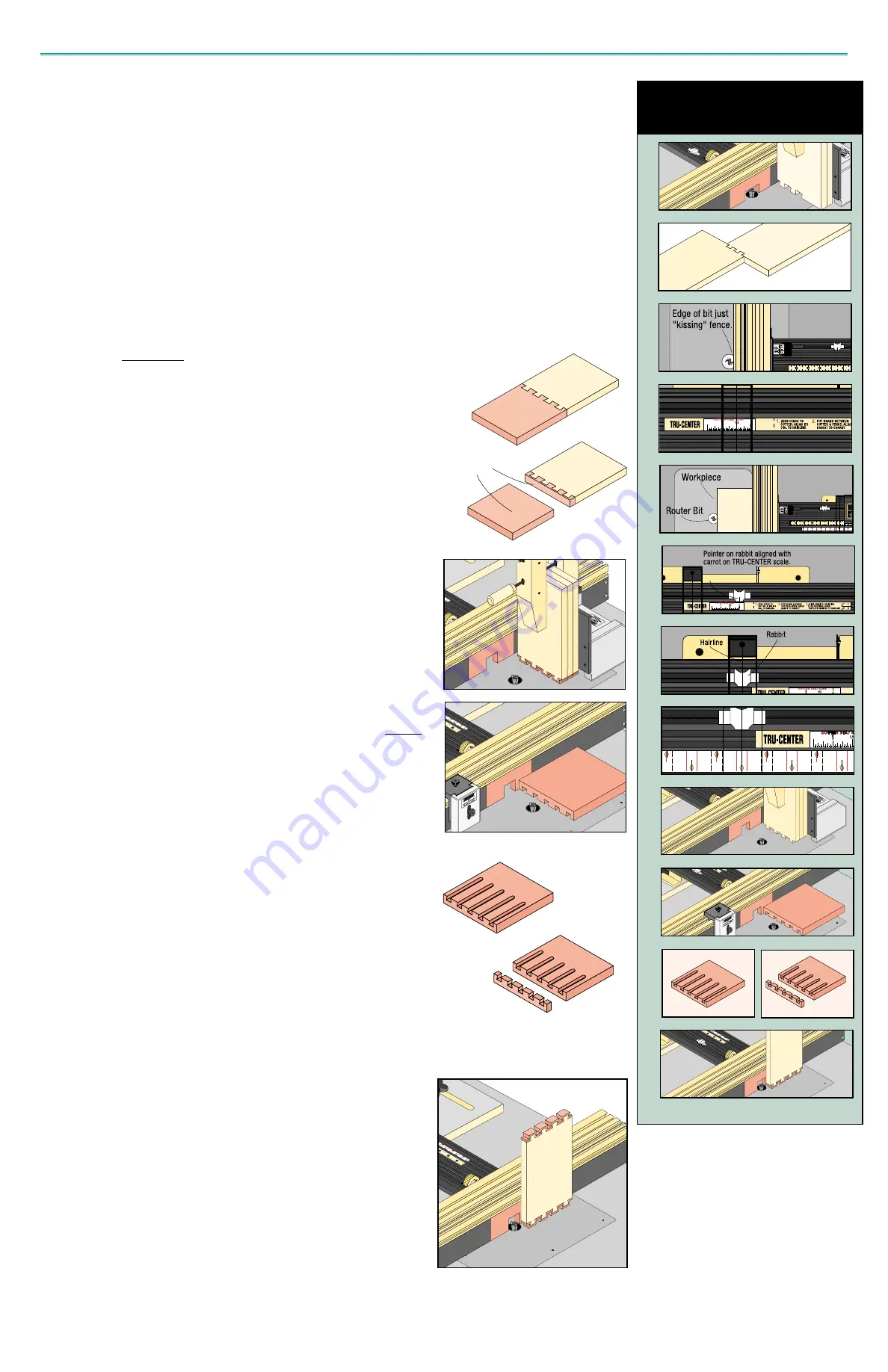
QUICK REVIEW
Double Dovetails
19
Tail Board
Middle Section
Workpiece
Tail Board
Middle Section
Workpiece
A.
B.
C.
D.
E.
F.
G.
H.
I.
J.
K.
L.







































































