















JOINT MAKING OPERATIONS
6. The Middle Sections
(Vertical Method)
The method for making middle sections for both pin and tail
boards are the same. And, as in the double dovetail, either
vertical or sliding methods for cutting these pieces may be
selected.
Note: Wall thickness dimensions given on plan pages are
approximate. To insure that the top and bottom wall
sections end up precisely the same thickness as the
side wall sections, it is suggested that you first make
test cuts using scrap pieces.
(1) Select a workpiece for pin middle sections and a
workpiece for tail middle sections. They should be of
equal widths and thicknesses as their respective mating
pin and tail boards. They should also be long enough to
clamp to the Vertical Push Fixture for vertical cuts.
(2) Clamp the pin middle section workpiece to the VPF and
perform the assigned series of dovetail cuts which will
mate it to the pin workpiece.
(3) Fit together to the pin board and glue in place. Allow to
dry.
(4) Clamp the tail middle section workpiece to the VPF and
perform the assigned series of dovetail cuts which will
mate it to the tail workpiece.
(5) Fit together to the tail board and glue in place. Allow to
dry.
(6) On both pin and tail workpieces, place a mark on the
middle section part of the workpiece which will extend
its length by the
wall thickness. On a table saw, cut off
the middle section to the mark.
Completion - The Straight Cuts
(1) Install the appropriate size straight bit for the Boxtail
selected and set it to the same height as the dovetail
depth of cut and stock thickness.
(2) Clamp the longer pin board to the VPF and perform the
series of cuts which will mate to a completed tail
workpiece.
(3) Clamp the longer tail board to the VPF and perform the
series of cuts which will mate to the completed pin
workpiece.
(4) Completed pin and tail workpieces can now be fitted
together and glued. Finishing sanding should be light to
maintain good appearance of joint.
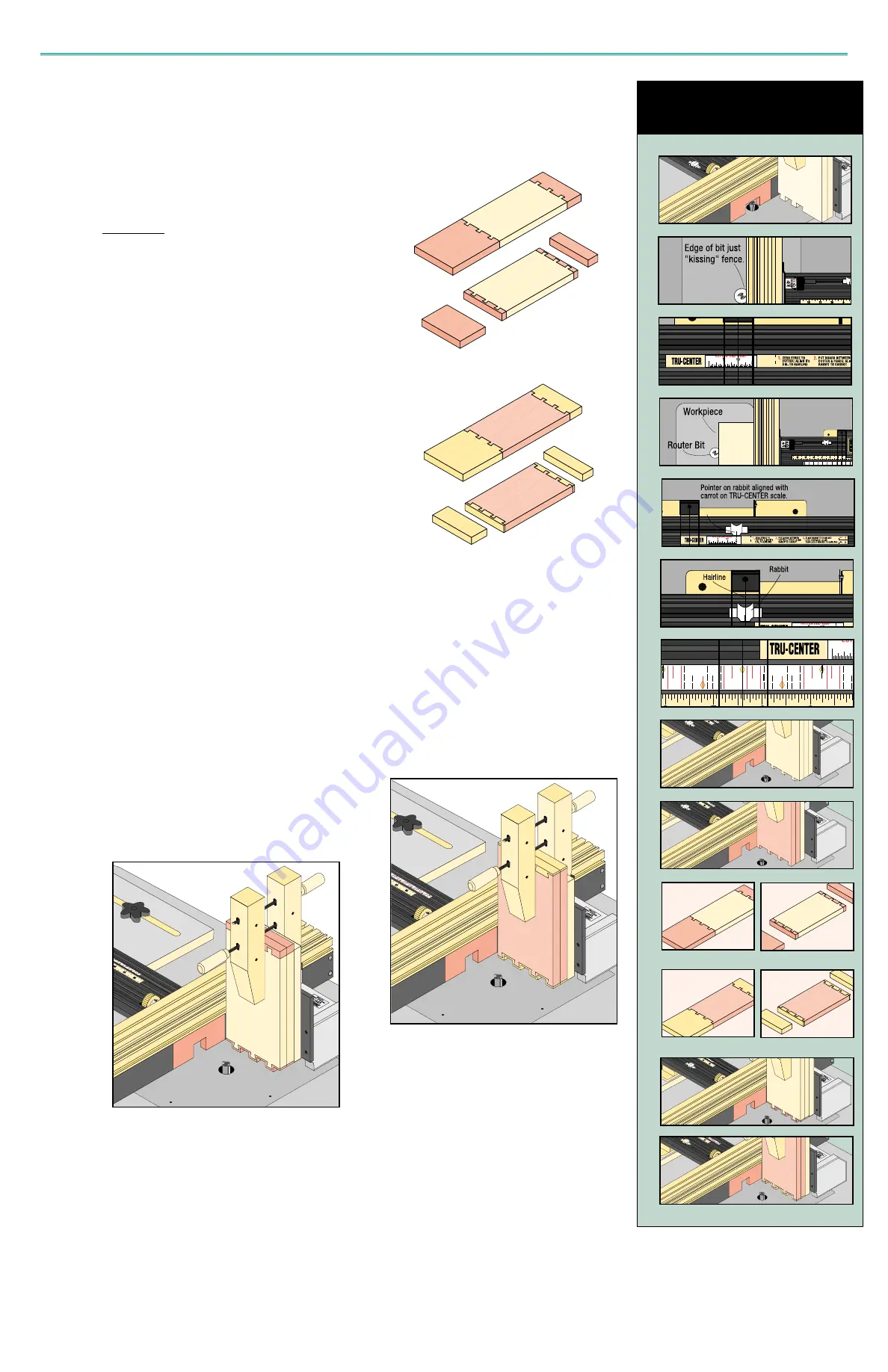
QUICK REVIEW
Boxtail Joints
23
Tail Board
Middle Section
Workpiece
Tail Board
Pin Board
Pin Board
Middle Section
Workpiece
A.
B.
C.
D.
E.
F.
G.
H.
I.
J.
K.
L.
M.







































































