





















11
Recommissioning after repair
Wiederinbetriebnahme nach Reparatur
Idrifttagande efter underhåll
Remise en service après réparation
E
Reconnect the tool to the air supply.
Check that there are no air leaks, either during
operation or at rest.
D
Das Gerät wieder an die Luftversorgung
anschließen.
Kontrollieren, dass keine Leckage vorliegt,
weder im Betrieb, noch bei Stillstand.
S
Koppla verktyget till tryckluftsnätet igen.
Kontrollera att inget luftläckage förekommer,
varken vid drift eller i viloläge.
F
Raccorder l’outil de nouveau à l’air comprimé.
S’assurer qu’il n’y a pas de fuite d’air, que ce soit
en service ou au repos.
E
Load the tool with short staples and try it at a
low air pressure: ~ 60 psi. Check that the
driver blade moves back.
D
Das Gerät mit kurzen Klammern laden und bei
niedrigem Luftdruck prüfen: ~ 4 bar.
Kontrollieren, dass der Treiber zurück geht.
bar
S
Ladda verktyget med korta klammer och prova
det med ett lågt tryck: ~ 4 bar. Kontrollera att
drivaren går tillbaka.
F
Charger l’outil avec des agrafes courtes et
l’essayer à basse pression: ~ 4 bar. Le poussoir
doit revenir à sa position de repos.
E
Test the tool at 75 psi and check that the contin-
uous firing valve works smoothly at low speed;
thereafter at high speed.
D
Das Gerät bei 5 bar prüfen und kontrollieren, ob
das Dauerfeuerventil bei niedrigem Tempo
regelmäßig arbeitet; danach bei hohem Tempo.
bar
S
Prova verktyget vid 5 bar och se efter om multi-
skottsventilen arbetar jämt vid lågt slagtal; där-
efter vid hög hastighet.
F
Essayer l’outil à 5 bar et s’assurer que la valve à
répétition fonctionne bien à vitesse réduite, puis
à grande vitesse.
E
Install the tool on the work site and check that
its hose has sufficient diameter – at least ¼".
D
Das Gerät am Arbeitsplatz installieren und den
Schlauchdurchmesser prüfen – min. 6 mm.
S
Anslut verktyget på arbetsplatsen och kontrollera
att luftslangen har rätt dimension – 6 mm.
F
Installer l’outil sur le lieu de travail et s’assurer
que la durite a bien le diamètre voulu – mini. 6
mm.
E
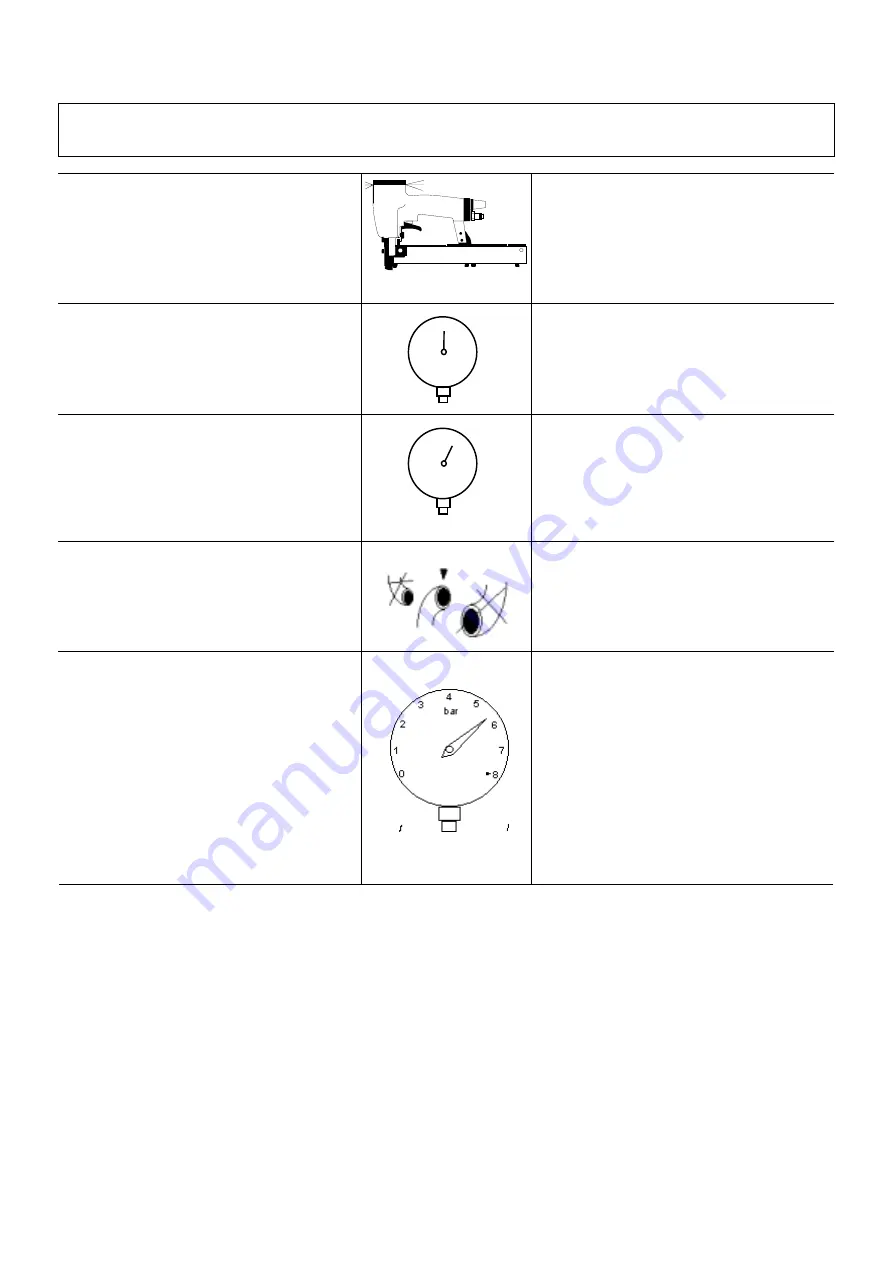
Adjust the air pressure to find the lowest level
that will drive the staples to the desired depth.
Start at about 80 psi and go up, 5 psi at a time,
until the correct operating pressure for the job in
hand is found.
Never exceed 105 psi
. Lower air
pressure reduces maintenance costs!
D
Keinen höheren Luftdruck einstellen als für das
richtige Eintreiben der Klammern für die
jeweilige Tiefe nötig ist. Dabei mit ca. 5,5 bar
beginnen und stufenweise um 0,3 bar erhöhen,
bis der richtige Arbeitsdruck gefunden ist.
Niemals 7 bar überschreiten.
Ein niedriger
Druck führt auch zu niedrigeren
Wartungskosten!
S
Ställ in lägsta möjliga lufttryck som fortfarande
driver klammern till önskat djup. Börja med
ungefär 5.5 bar och höj sedan trycket i steg om
0,5 bar tills det rätta arbetstrycket etablerats.
Överstig dock aldrig 7 bar
. Ett lågt lufttryck
bidrar till att hålla underhållskostnaderna nere!
F
Régler la pression d’air au niveau minimum né-
cessaire pour enfoncer les agrafes à la profondeur
voulue. Commencer à environ 5.0 bar et aug-
menter chaque par crans de 0,5 bar jusqu’à
obtention de la pression de service voulue pour le
travail à accomplir.
Ne jamais dépasser 7 bar.
Une pression réduite permet d’alléger les frais
d’entretien!
4
5
∅
∅
∅
∅
6 mm (1/4")
KUDA PACKAGING
www.kuda-packaging.com
info@kuda-packaging.com
SERVIS A NAHRADNÍ DÍLY
+420 607 237 237
servis@josef-kihlberg.eu
www.kuda-packaging.com







































































