





















– 190 –
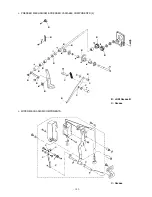
1. Open the face plate cover.
2. Replenish the Juki Grease B to the felt sections (3
positions) and their peripheral parts such as the hinge
screws of the working area indicated by the arrows,
and also around the grooves.
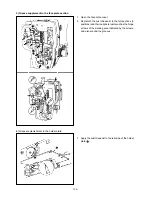
3) Grease supplement to the face plate section
1. Apply the Juki Grease B to the rear side of the holder
plate
.
4) Grease replenishment to the holder plate