




















- 14 -
• Sabit boyutlu diki
ş
modunda, dikdörtgen diki
ş
modunda ya da malzeme kenar
ı
sensörünün belirlendi
ğ
i
proseslerde bu dü
ğ
me kullan
ı
larak, diki
ş
makinesinin proses sonuna kadar sadece diki
ş
makinesi mo-
dunda ve belirlenen h
ı
zda otomatik olarak dikmesi sa
ğ
lan
ı
r.
•
İ
ste
ğ
e ba
ğ
l
ı
olarak temin edilebilen malzeme kenar
ı
sensörü kontrol paneline ba
ğ
land
ı
ğ
ı
zaman, malze-
me kenar
ı
sensörünün AÇIK/KAPALI dü
ğ
mesi aktif hale gelir.
• Malzeme
kenar
ı
sensörü belirlenirse, bu sensör malzeme kenar
ı
n
ı
alg
ı
lad
ı
ğ
ı
zaman makine otomatik
olarak durur ya da iplik keser.
• Bu
dü
ğ
me, diki
ş
makinesinin otomatik olarak durdu
ğ
u ya da malzeme kenar
ı
sensörünün kullan
ı
ld
ı
ğ
ı
bir
proseste iplik kesiciyi otomatik olarak çal
ı
ş
t
ı
rmak için kullan
ı
l
ı
r.
(Otomatik geriye do
ğ
ru diki
ş
(sonda) tan
ı
mlan
ı
rsa, diki
ş
makinesi geriye do
ğ
ru otomatik diki
ş
i (sonda)
tamamlad
ı
ktan sonra iplik kesici çal
ı
ş
ı
r.)
14. MALZEME KENARI SENSÖRÜ AÇIK/KAPALI DÜ
Ğ
MES
İ
15. OTOMAT
İ
K
İ
PL
İ
K KESME DÜ
Ğ
MES
İ
16. TEK ADIMDA OTOMAT
İ
K D
İ
K
İŞ
DÜ
Ğ
MES
İ
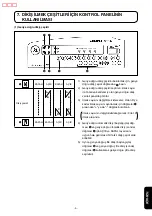
13. TU
Ş
K
İ
L
İ
TLEME FONKS
İ
YONU
İ
lmek say
ı
s
ı
ya da proses (A, B, C ya da D) verilerinin yanl
ı
ş
l
ı
kla de
ğ
i
ş
tirilmesini önlemek için, ayar dü
ğ
mesi
kilitlenebilir. (Ayar tu
ş
lar
ı
kilitlense bile, dikilecek olan diki
ş
çe
ş
idi ve masura iplik sayac
ı
de
ğ
eri de
ğ
i
ş
tirilebilir.)
1)
İ
lmek say
ı
s
ı
vb., verileri ayarlad
ı
ktan sonra makinenin gücünü bir kez KAPALI konuma getirin.
2) Geriye
do
ğ
ru otomatik diki
ş
(sonda) dü
ğ
mesine
1
ve ilmek say
ı
s
ı
ayar dü
ğ
melerinden “+” dü
ğ
mesine
2
A prosesi için e
ş
zamanl
ı
olarak basarken güç
ş
alterini AÇIK konuma getirin.
3) Kontrol panelinde anahtar i
ş
areti
3
görülür. Tu
ş
lar
ı
n kilitlenmesi i
ş
lemi böylece tamamlanm
ı
ş
olur.
(Kontrol panelinde anahtar i
ş
areti görülmezse, yukar
ı
da 1)'den 3)’e kadar belirtilen ad
ı
mlar
ı
tekrar uygu-
lay
ı
n.)
* Tu
ş
lar
ı
kilitli halden ç
ı
karmak için, 1) ve 2) ad
ı
mlar
ı
n
ı
yeniden uygulay
ı
n.
(Anahtar
i
ş
areti kaybolduktan sonra, tu
ş
lar yeniden serbest hale gelir.)
Malzeme
kenar
ı
sensörü ve kontrol paneli birlikte kullan
ı
l
ı
rsa, malzeme kenar
ı
sensörü Kullan
ı
m K
ı
la-
vuzunu dikkatle okuyun.
2
1
3
校正用
Summary of Contents for CP-180
Page 2: ...校正用 ...
Page 3: ...日本語 日本語 校正用 ...
Page 24: ...校正用 ...
Page 25: ...ENGLISH ENGLISH 校正用 ...
Page 46: ...校正用 ...
Page 47: ...DEUTSCH DEUTSCH 校正用 ...
Page 68: ...校正用 ...
Page 69: ...FRANÇAIS FRANÇAIS 校正用 ...
Page 90: ...校正用 ...
Page 91: ...ESPAÑOL ESPAÑOL ESPAÑOL 校正用 ...
Page 112: ...校正用 ...
Page 113: ...ITALIANO ITALIANO 校正用 ...
Page 134: ...校正用 ...
Page 135: ...中 文 中 文 校正用 ...
Page 156: ...校正用 ...
Page 157: ...РУССКИЙ РУССКИЙ 校正用 ...
Page 178: ...校正用 ...
Page 179: ...TÜRKÇE TÜRKÇE 校正用 ...
Page 200: ...校正用 ...
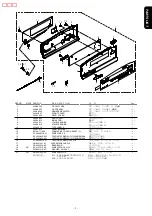
Page 201: ...PARTS LIST PARTS LIST PARTS LIST 校正用 ...
Page 202: ...校正用 ...







































































