




























– 40 –
OTH
ER
LA
NG
UA
GE
注意 :
ミシンの不意の起動による人身の損
傷を防ぐため、電源を切り、モータ
の回転が止まったことを確認してか
ら行なってください。
注意 :
为了防止缝纫机的意外起动 , 请
关掉电源之后再进行操作。
WARNUNG :
Schalten Sie vor Beginn der Arbeit
die Stromversorgung aus, um durch
plötzliches Anlaufen der Nähmaschine
verursachte Unfälle zu verhüten.
AVERTISSEMENT :
Couper l’alimentation de la machine
(position OFF) avant de commencer l’
opération afin de prévenir les acci
-
dents éventuels causés par un démar-
rage soudain de la machine à coudre.
AVISO :
Desconecte la corriente eléctrica an-
tes de comenzar el trabajo para evitar
accidentes causados por un arranque
brusco de la máquina de coser.
AVVERTIMENTO :
Prima di effettuare le seguenti opera-
zioni, posizionare l’interruttore su
OFF (SPENTO) onde evitare incidenti
causati dall’avviamento accidentale
della macchina per cucire.
UYARI:
Makinenin aniden çalışması sonucu
ortaya çıkabilecek yaralanmaları
önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Предупреждение:
Выключите электропитание перед
началом работы, чтобы предотвратить
несчастные случаи, вызванные
неожиданным запуском швейной
машины.
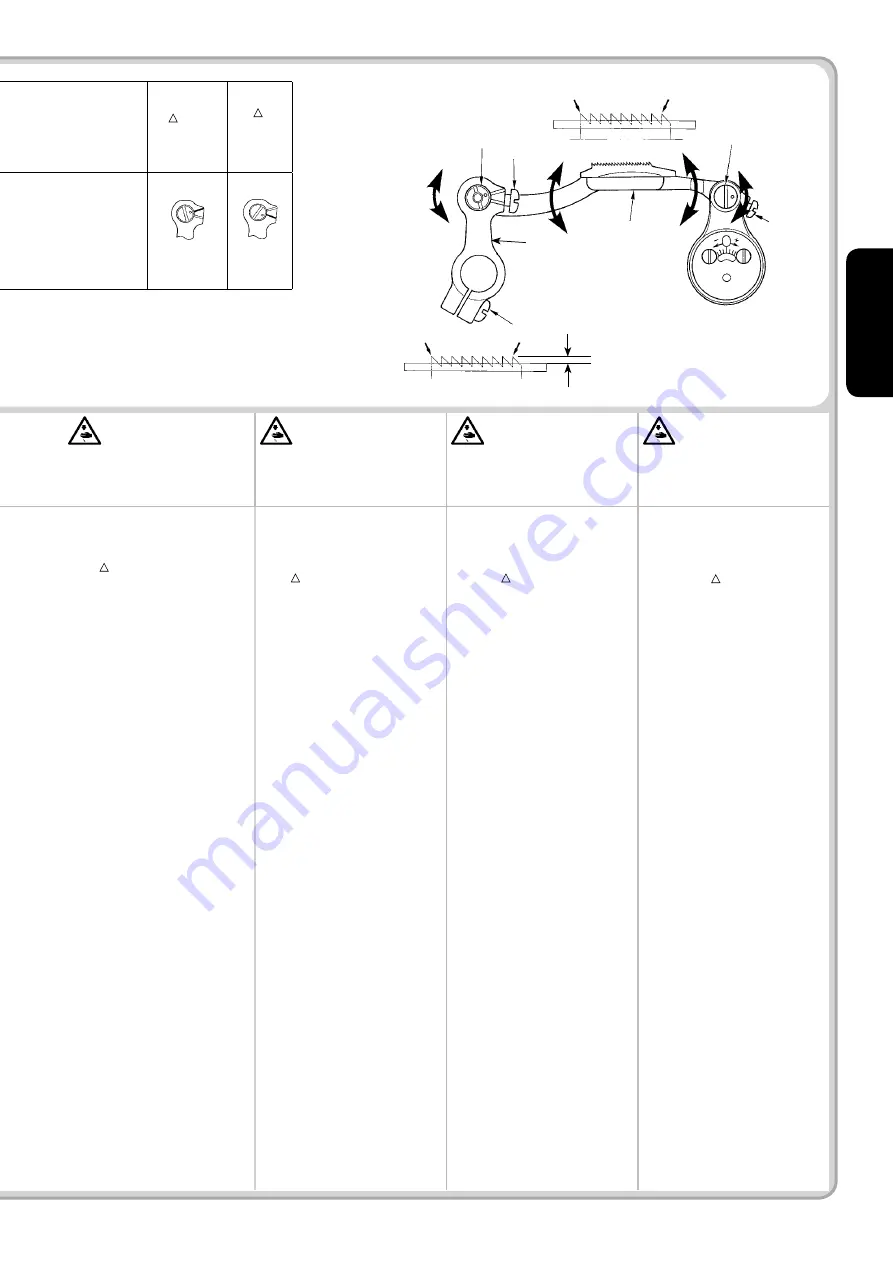
(1)送り歯高さの標準値
標準送り歯高さは、針板上面よりい
ちばん上がったとき、9000B-
S、
9000B-MA は 0.8mm、9000B-SH
は 1.2mm です。送り歯高さは、工程
や素材に合わせて調整してください。
( 注意)上下送り台軸
1
の刻点及び水
平送り台軸
3
の刻点方向は、右側
(作業者側)で調整してください。
(2)送り歯高さの傾きの調整
1)上下送り台軸
1
の止めねじ
2
及び水平送り台軸
3
の止めね
じ
4
を緩めます。
2)
1
,
2
両方の軸をドライバーでま
わす事により、送り歯の高さと
傾きが変わります。
3)各軸の回転方向と送り台
6
の傾
きとの関係は図を参照してくだ
さい。
※ 標準出荷状態:水平送り台軸
3
の刻点は各仕様の送り歯の刻線
8
,
9
に調整され、上下送り台軸
1
で送り歯高さを調整します。
4)調整後、ゆるめたねじはしっかり
と締め付けてください(止めね
じ
2
,
4
は、軸
1
,
3
を押し付け
た状態で締め付けてください)。
( 注意)
1. 送り歯の傾きを一方の軸だけで
調整すると送り歯高さが変わり
ますので必ず両方の軸で調整し
てください。
2. 軸の調整位置によっては送り歯
の運動位置がずれることがあり
ます。この時は水平送り腕
7
の
締ねじ
5
をゆるめ運動位置を調
整してください。
3. 送り歯の高さ又は傾き調整によっ
ては糸切りユニットと干渉する可
能性がありますので、注意してくだ
さい。
(1)送布牙高度的标准值
标准送布牙高度是上升到针板上面
最高的位置,9000B- S,9000B-MA
是 0.8mm,9000B-SH 是 1.2mm。
对于送布牙高度,请根据工序和素
材的需要进行调整。
( 注意)关于上下传送座轴
1
的
刻点和水平传送座轴
3
的刻
点方向,请在右侧 ( 操作人员
侧 ) 进行调整。
(2)送布牙高度倾斜的调整
1) 拧送上下传送座轴
1
的固定螺
丝
2
以及水平传送座轴
3
的
固定螺丝
4
。
2) 用螺丝刀转动
1
,
2
双方的轴,
就可以变更送布牙的高度和倾斜。
3) 关于各轴的转动方向和传送座
6
与倾斜的关系,请参照图示。
※ 标准出货状态:把水平传送座轴
3
的刻点调整到各规格的送布
牙的刻线
8
,
9
,然后再用上下
传送座轴
1
调整送布牙高度。
4) 调整后,请牢牢地拧紧固定拧
松的螺丝 ( 关于固定螺丝
2
,
4
请在按下轴
1
,
2
的状态下
进行拧紧固定 )。
( 注意 )
1. 如果只用一侧的轴调整送布
牙的倾斜度 , 送布牙的高度也
会变化 , 所以请一定用两侧的
轴来调整。
2. 如果调整轴位置之后 , 送布
牙的运动位置偏斜 , 请拧松
水平送布曲柄
7
的固定螺丝
5
, 调整送布牙的运动位置。
3. 调整送布牙的高度或者倾斜
时,有可能发生与切线装置
相碰的可能,调整时请加以
注意。
(1) Standardwert der Transporteurhöhe
Standardhöhe des Transporteurs bei
größter Anhebung über die Oberfläche der
Stichplatte:
9000B- S und 9000B-MA: 0,8 mm
9000B-SH: 1,2 mm
Die Transporteurhöhe gemäß dem jewei-
ligen Prozess und Stoff einstellen.
(Vorsicht) Die Richtung des in die
Transportstangen-Antriebswelle
1
eingravierten Markierungspunkts
und des in die Transportstangen-
Schwingwelle
3
eingravierten
Markierungspunkts auf der rechten
Seite (Bedienerseite) einstellen.
(2)
Einstellen der Höhe und Neigung
des Transporteurs
1) Die Befestigungsschraube
2
der
Transportstangen-Antriebswelle
1
und die Befestigungsschraube
4
der
Transportstangen-Schwingwelle
3
lösen.
2) Höhe und Neigung des Transporteurs
können durch Drehen der Wellen
1
und
2
mit einem Schraubendreher
geändert werden.
3) Die Beziehung zwischen der Dreh-
richtung der jeweiligen Welle und der
Neigung der Transportstange
6
ist
aus der obigen Abbildung ersichtlich.
* Standard-Lieferzustand: Der in die
Transportstangen-Schwingwelle
3
eingravierte Markierungspunkt
wird auf die eingravierte Markie-
rungslinie
8
und
9
des jeweiligen
Transporteurs ausgerichtet, und die
Höhe des Transporteurs wird mit der
Transportstangen-Antriebswelle
1
eingestellt.
4) Nach der Einstellung die Befesti-
gungsschrauben wieder festziehen.
(Die Befestigungsschrauben
2
und
4
anziehen, während die Wellen
1
und
3
zur Handradseite gedrückt
werden.)
(Vorsicht)
1. Falls die Neigung des Transporteurs nur
mit einer Welle eingestellt wird, ändert
sich die Höhe des Transporteurs.
Daher sollte die Einstellung mit beiden
Wellen vorgenommen werden.
2. Je nach der Einstellposition der Welle
kann sich die Bewegungsposition des
Transporteurs verlagern.
In diesem Fall die Feststellschraube
5
des Transportschwingwellenarms
7
lösen und die Bewegungsposition
einstellen.
3. Je nach der Einstellung der Höhe
und Neigung des Transporteurs
kann der Transporteur mit der
Fadenabschneidereinheit in Berüh-
rung kommen. Lassen Sie daher
Sorgfalt walten.
(1) Valeur standard de la hauteur de la
griffe d'entraînement
Hauteur standard de la griffe d'entraîne-
ment lorsque celle-ci est remontée au
maximum depuis le dessus de la plaque à
aiguille :
9000B- S et 9000B-MA : 0,8 mm
9000B-SH : 1,2 mm
Régler la hauteur de la griffe d'entraîne-
ment en fonction des opérations et des
tissus.
(Attention) Régler les sens du point
repère gravé sur l’axe d’entraîne-
ment de la barre d’entraînement
1
et le point repère gravé sur l’
axe du culbuteur de la barre d’
entraînement
3
à droite (côté
opérateur).
(2) Réglage de la hauteur et de l'inclinai-
son de la griffe d'entraînement
1) Desserrer la vis de fixation
2
de
l'arbre de commande de barre
d'entraînement
1
et la vis de fixation
4
de l'arbre de culbuteur de barre
d'entraînement
3
.
2) Pour régler la hauteur et l'inclinaison
de la griffe d'entraînement, tourner
les deux arbres
1
et
2
avec un
tournevis.
3) Pour la relation entre le sens de rota-
tion de chaque arbre et l'inclinaison
de la barre d'entraînement
6
, voir la
figure ci-dessus.
* Etat standard à la sortie d'usine : Le
point de repère de l'arbre de culbuteur
de barre d'entraînement
3
est réglé
sur le trait de repère
8
et
9
de la grif-
fe d'entraînement de chaque type et la
hauteur de la griffe d'entraînement est
réglée avec l'arbre de commande de
barre d'entraînement
1
.
4) Après le réglage, serrer à fond les vis
de fixation. (Serrer les vis de fixation
2
et
4
de façon que les arbres
1
et
3
soient poussés contre le côté
volant.)
(Attention)
1. Si l’on règle l’inclinaison de la griffe
d’entraînement avec un seul axe, la
hauteur de la griffe d’entraînement
change. Régler l’inclinaison avec
les deux axes.
2. Il se peut que la position de mou-
vement de la griffe d’entraînement
soit déplacée, ceci dépendant de la
position de l’axe. Desserrer alors la
vis de fixation
5
du bras de l’arbre
du culbuteur d’entraînement
7
et
régler la position de mouvement.
3. Le réglage de la hauteur ou de l'in
-
clinaison de la griffe d'entraînement
peut provoquer la collision de la
griffe d'entraînement avec le coupe-
fil. Faire attention.
(1) Valor estándar de la altura del den-
tado de transporte
Altura estándar del dentado de transporte
cuando se eleva lo máximo desde la
superficie superior de la placa de agujas:
9000B- S y 9000B-MA: 0,8 mm
9000B-SH: 1,2 mm
Ajuste la altura del dentado de transporte
de acuerdo con los procesos y materiales
utilizados.
(Precaución) Ajuste las direcciones
del punto demarcador grabado
del eje impulsor
1
de la barra de
transporte y el punto demarcador
grabado del eje de balancín
3
de
la barra de transporte en el lado
derecho (lado del operador).
(2) Ajuste de altura e inclinación del
dentado de transporte
1) Afloje el tornillo de fijación
2
del eje
impulsor
1
de la barra de transporte
y el tornillo de fijación
4
del eje de
balancín
3
de la barra de transporte.
2) La altura e inclinación del dentado de
transporte cambiará al girar ambos ejes,
1
y
2
, con un destornillador.
3) En cuando a la relación entre la
dirección de rotación de cada eje e
inclinación de la barra de transporte
6
,
vea la figura de arriba.
* Ajuste estándar a la entrega: El punto
demarcador grabado del eje de ba-
lancín
3
de la barra de transporte se
ajusta a la línea demarcadora grabada
8
y
9
del dentado de transporte de
cada tipo, y la altura del dentado de
transporte se ajusta con el eje impulsor
1
del dentado de transporte.
4) Después del ajuste, apriete firmemente los
tornillos de fijación. (Apriete los tornillos de
fijación
2
y
4
en el estado en que los ejes
1
y
3
sean empujados contra el lado del
volante.)
(Precauciones)
1. Si la inclinación del dentado de
transporte se ajusta solamente con
un eje, cambia la altura del dentado
de transporte.
Cerciórese de ajustarla con ambos
ejes.
2. La posición de movimiento del
dentado de transporte se puede
desplazar dependiendo de la posi-
ción de ajuste del eje. Ahora, afloje
el tornillo
5
en el brazo
7
del eje
del balancín y ajuste la posición de
movimiento.
3. Es posible que el dentado de
transporte interfiera con la unidad
cortahilos debido al ajuste de altura
o inclinación del dentado de trans-
porte. Por lo tanto, tenga cuidado al
hacer el ajuste.
(1) Valore standard dell'altezza della
griffa di trasporto
Altezza standard della griffa di trasporto,
quando la griffa di trasporto è sollevata il
più possibile in alto dalla superficie supe
-
riore della placca ago :
9000B- S e 9000B-MA : 0,8 mm
9000B-SH : 1,2 mm
Regolare l'altezza della griffa di trasporto
secondo il processo e il materiale.
(Attenzione) Regolare le direzioni
del puntino di riferimento inciso
dell'albero di azionamento
1
della
barra di trasporto e del puntino di
riferimento inciso dell'albero oscil
-
lante
3
della barra di trasporto sul
lato destro (lato operatore).
(2) Regolazione dell'altezza e inclina
-
zione della griffa di trasporto
1) Allentare la vite di fissaggio
2
nell'albero
di movimentazione della barra di traspor-
to
1
e la vite di fissaggio
4
nell'albero
oscillante della barra di trasporto
3
.
2) L'altezza e inclinazione della griffa
di trasporto cambieranno girando
ambedue gli alberi
1
e
2
con un
cacciavite.
3) Per quanto riguarda la relazione tra il
senso di rotazione di ciascun albero e
l'inclinazione della barra di trasporto
6
,
consultare la figura indicata qui sopra.
* Stato standard della consegna : Per
ciascun tipo di macchina, il punto di
riferimento inciso dell'albero oscillante
della barra di trasporto
3
è regolato
alla linea di riferimento
8
e
9
della
griffa di trasporto e l'altezza della
griffa di trasporto viene regolata con
l'albero di movimentazione della barra
di trasporto
1
.
4) Al termine della regolazione, stringere
saldamente le viti di fissaggio.
(Stringere le viti di fissaggio
2
e
4
spingendo gli alberi
1
e
3
contro il
lato del volantino.)
(Attenzione)
1. Se l’inclinazione della griffa di
trasporto viene regolata soltanto
con un albero, l’altezza della griffa
di trasporto cambia. Aver cura di
regolarla con ambedue gli alberi.
2. La posizione di movimentazione
della griffa di trasporto potrebbe
essere spostata dipendendo dalla
posizione di regolazione dell’albero.
Allora, allentare la vite di fissaggio
5
nel braccio dell’albero oscillante
di trasporto
7
e regolare la posizio-
ne di movimentazione.
3. La griffa di trasporto potrebbe
ostacolare l'unità rasafilo secondo
la regolazione dell'altezza o
inclinazione della griffa di trasporto.
Perciò, fare attenzione.
(1) Transport dişlisinin standart yük
-
seklik değeri
Transport dişlisinin standart yüksek
-
liği, boğaz plakasının üst yüzeyinden
itibaren en yukarı kaldırıldığı yüksek
-
liktir:
9000B- S ve 9000B-MA: 0,8 mm
9000B-SH: 1,2 mm
Transport dişlisi yüksekliğini işleme
ve malzemelere göre ayarlayın.
(Dikkat) Besleme çubuğu hareket
milindeki
1
kabartma işaretin yö
-
nünü ve besleme çubuğu külbütör
milindeki
3
işaret noktasını sağa
(operatör tarafı) ayarlayın.
(2) Transport dişlisinin yüksekliğini ve
eğimini ayarlamak
1) Besleme mili tahrik şaftındaki
1
setuskur vidasını
2
ve besleme mili
külbütör şaftındaki
3
setuskur vidası
-
nı
4
gevşetin.
2)
1
ve
2
şaftlarının her ikisini de bir
tornavidayla çevirerek transport dişli
-
sinin yüksekliği ve eğimi değiştirilir.
3) Her bir şaftın dönüş yönü ile besleme
milinin
6
eğimi arasındaki ilişki için
yukarıdaki şekle bakınız.
* Standart teslim şekli: Besleme mili
külbütör şaftının
3
kabartmalı nokta
işareti, her transport dişlisi tipinin ka
-
bartma işaret çizgisine
8
ve
9
göre
ayarlanmıştır ve transport dişlisinin
yüksekliği de besleme mili tahrik
şaftına
1
göre ayarlanmıştır.
4) Ayar yaptıktan sonra setuskur vida
-
larını iyice sıkın. (
2
ve
4
setuskur
vidalarını sıkarken,
1
ve
3
şaftlarını
kasnak tarafına doğru bastırın.)
(Dikkat)
1. Transport dişlisinin eğimi sadece
bir şafttan yararlanarak yapılırsa,
transport dişli yüksekliği değişir.
Ayar işleminin her iki şafttan yarar
-
lanılarak yapıldığından kesinlikle
emin olun.
2. Transport dişlisinin hareket ko
-
numu, yapılan ayarlanan şaftların
konumuna bağlı olarak değişiklik
gösterebilir. Böyle bir durumda,
transport salın şaft kolunun
7
tes-
pit vidasını
5
gevşetin ve hareket
konumunu ayarlayın.
3. Transport dişlisi, yükseklik ya da
eğim ayarına bağlı olarak iplik
kesiciye engel olabilir. Bu konuda
dikkatli olun.
(1) Стандартное значение высоты
двигателя ткани
Стандартное значение высоты двигате-
ля ткани в крайнем верхнем положении
относительно игольной пластинки
составляет:
- для 9000B- S и 9000B-MA - 0.8 мм,
- для 9000B-SH - 1.2 мм.
Отрегулируйте высоту двигателя ткани в
соответствии с процессом и материалом.
(Предостережение) Отрегулируйте
направление выгравированной метки
приводного вала подающей планки
1
и выгравированной метки оси
клапанного коромысла подающей
планки
3
на правой стороне (сторона
оператора).
(2) Регулировка высоты и наклона двига-
теля ткани
1) Ослабьте установочный винт
2
ведущего вала двигателя ткани
1
и
установочный винт
4
качающегося
вала двигателя ткани
3
.
2) Высота и наклон двигателя ткани будут
меняться при повороте обоих валов
1
и
2
с помощью отвертки.
3) Соответствие между направлением
вращения каждого вала и наклоном
двигателя ткани
6
показано на вышеп-
риведенном рисунке.
* Нормальное состояние подачи:
выгравированная точечная метка
качающегося вала двигателя ткани
3
установлена на выгравированной
линейной отметке
8
и
9
двигателя
ткани каждого типа, а высота двигате-
ля ткани установлена ведущим валом
двигателя ткани
1
.
4) После регулировки надежно затяните
винты, (Затягивайте установочные вин-
ты
2
и
4
в таком положении, когда
валы
1
и
3
выталкиваются в сторону
от маховика.)
(Предупреждение)
1. Если угол наклона зажима подачи
отрегулирован только для одной
оси, высота зажима подачи изменит-
ся. Убедитесь, что отрегулировали
его для обеих осей.
2. Положение перемещения зажима
подачи может быть изменено в
зависимости от регулировки поло-
жения оси. В это время ослабьте
установочный винт
5
на рычаге оси
клапанного коромысла подачи
7
и
отрегулируйте положение переме-
щения.
3. При регулировке высоты и
наклона двигателя ткани он
может войти в соприкосновение с
нитеобрезателем, поэтому будьте
осторожны.
1
3
6
b
a
4
5
7
2
b
a
A
B
A
B
b
a
9000B-
△
S,9000B-MA : 0.8mm
9000B-SH : 1.2mm
出荷送り歯 /
出货送布牙 /
Werksseitig eingebauter Transporteur /
Griffe d'entraînement à la sortie d'usine /
Dentado de transporte al momento de la entrega /
Griffa di trasporto al momento della consegna /
Çıkış anında transport dişlisi /
Двигатель ткани при подаче ткани
B1613012I00
(- S, -MA)
D1613155W00
(-MA)
23614506
(- S)
11403003,
11062601
(-SH)
水平送り台軸の刻点位置 /
水平传送座轴的刻点位置 /
Position des in die Transportstangen-Schwingwelle eingravierten Markierungspunkts /
Position du point de repère de l'arbre de culbuteur de barre d'entraînement /
Posición de punto demarcador grabado del eje de balancín de la barra de transporte /
Posizione del punto di riferimento inciso dell'albero oscillante della barra di trasporto /
Besleme mili külbütör şaftı kabartma işaretinin konumu /
Положение выгравированной точечной метки на оси качающегося вала для
подъема двигателя ткани
8
9
Summary of Contents for DDL-9000B
Page 2: ......
Page 3: ...ENGLISH ENGLISH ...
Page 4: ......
Page 11: ...vii ENGLISH ...
Page 27: ...OTHER LANGUAGE 日本語 中文 DEUTSCH FRANÇAIS ESPAÑOL ITALIANO TÜRKÇE РУССКИЙ OTHER LANGUAGE ...
Page 130: ... 53 ...
Page 131: ......







































































