


























– 42 –
OTH
ER
LA
NG
UA
GE
注意 :
ミシンの不意の起動による人身の損
傷を防ぐため、電源を切り、モータ
の回転が止まったことを確認してか
ら行なってください。
注意 :
为了防止缝纫机的意外起动 , 请
关掉电源之后再进行操作。
WARNUNG :
Schalten Sie vor Beginn der Arbeit
die Stromversorgung aus, um durch
plötzliches Anlaufen der Nähmaschine
verursachte Unfälle zu verhüten.
AVERTISSEMENT :
Couper l’alimentation de la machine
(position OFF) avant de commencer
l’opération afin de prévenir les acci
-
dents éventuels causés par un démar-
rage soudain de la machine à coudre.
AVISO :
Desconecte la corriente eléctrica an-
tes de comenzar el trabajo para evitar
accidentes causados por un arranque
brusco de la máquina de coser.
AVVERTIMENTO :
Prima di effettuare le seguenti opera-
zioni, posizionare l’interruttore su
OFF (SPENTO) onde evitare incidenti
causati dall’avviamento accidentale
della macchina per cucire.
UYARI:
Makinenin aniden çalışması sonucu
ortaya çıkabilecek yaralanmaları
önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Предупреждение:
Выключите электропитание перед
началом работы, чтобы предотвратить
несчастные случаи, вызванные
неожиданным запуском швейной
машины.
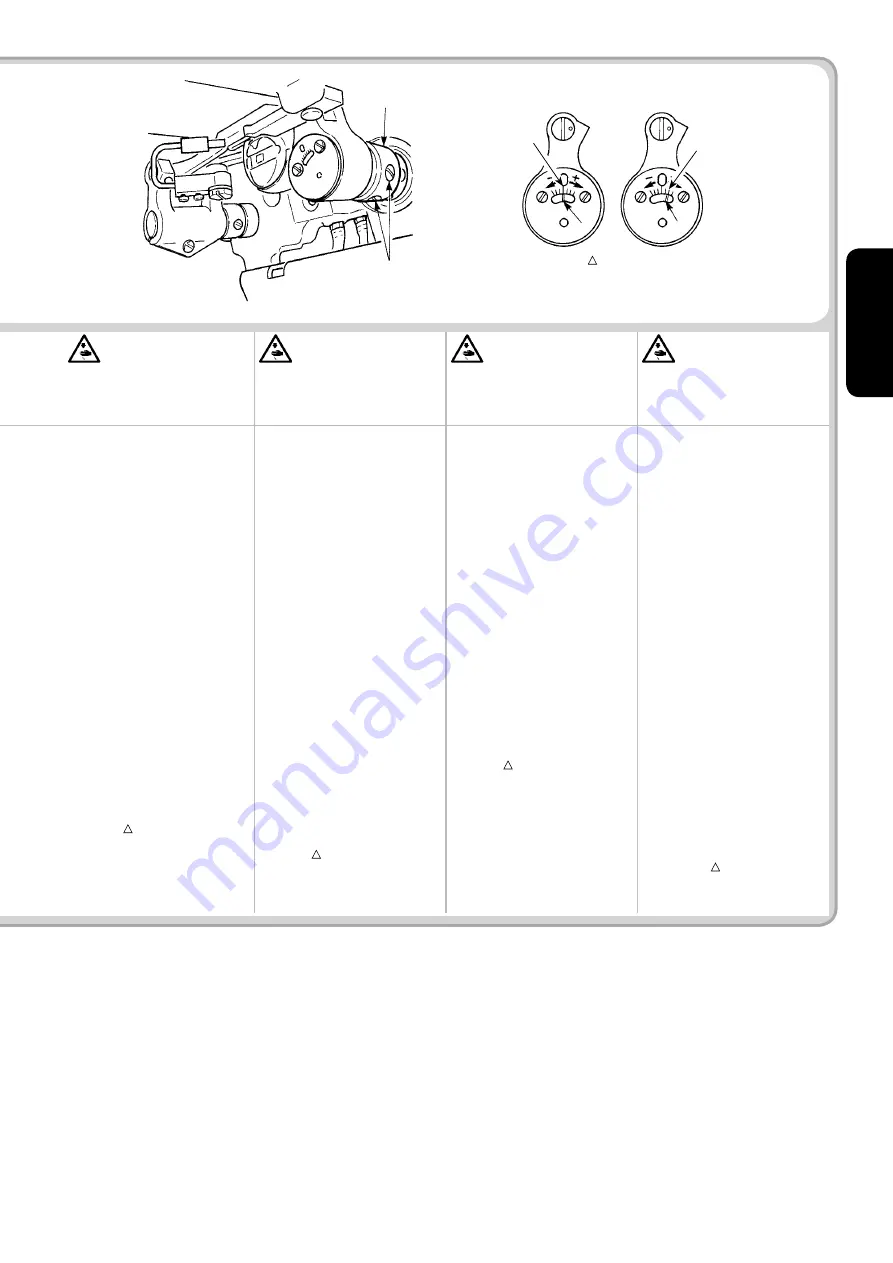
上下送りカム
1
の止め位置を変える
ことにより、送りの動き方を調整で
きます。調整方法は下記の通りです。
1) ミシンを倒して上下送りカム
1
の止めねじ
2
(2 本 ) をゆるめ
ます。
2) 上 下 送 り カ ム
1
を 回 し て、
送 り の 動 き 方 を 変 え ま す。
上下送り台腕の目盛り
3
を上下
送り軸の刻線
4
に合わせます。
• +方向に上下送りカム
1
を回す
→ 針に対して遅くなります。
• −方向に上下送りカム
1
を回す
→ 針に対して早くなります。
※ 上下送りカム刻線の標準値
標準状態の目盛り
3
の位置は、
9000B-
S、 9000B-MA は
刻 線
4
、9000B-SH は 刻 線
5
(+20
°
) です。
改变上下送布凸轮
1
的固定位
置 , 可以调整送布的动作。调整
方法如下所示。
1) 放倒缝纫机 , 拧松上下送布
凸轮
1
的固定螺丝
2
(2 根 )。
2) 转动上下送布凸轮
1
, 就可
以变更送布的动作。
把上下送布台曲柄的刻度
3
对准上下送布轴的刻线
4
。
•
向 (+) 方向转动上下送布凸
轮
1
→ 上下送布的动作变快。
•
向 (-) 方向转动上下送布凸
轮
1
→ 上下送布的动作变慢。
※ 上下传送凸轮刻线的标准值
于标准状态的刻度
3
位置,
9000B-
S、9000B-MA 是
刻线
4
,9000B-SH 是刻线
5
(+20
°
)。
Die Steuerung des Transporteurs kann
durch Ändern der Stoppposition des
Vertikaltransportexzenters
1
eingestellt
werden. Das Einstellverfahren ist wie
folgt.
1) Den Nähmaschinenkopf neigen,
und zwei Befestigungsschrauben
2
im Vertikaltransportexzenter
1
lösen.
2) Den Vertikaltransportexzenter
1
drehen, um die Steuerung des
Transporteurs zu verstellen. Den
gewünschten Skalenstrich
3
am
Transportstangen-Antriebsarm auf
die eingravierte Markierungslinie
4
an der Transportantriebswelle
ausrichten.
•
Den Vertikaltransportexzenter
1
in Richtung ( + ) drehen
/
Der Transportzeitpunkt
verspätet sich gegenüber der
Nadelbewegung.
• Den Vertikaltransportexzenter
1
in Richtung ( – ) drehen
/
Der Transportzeitpunkt
verfrüht sich gegenüber der
Nadelbewegung.
* Standardwert der eingravierten
Markierungslinie auf dem
Transportexzenter
Position der Skala
3
im
Standardzustand :
9000B- S und 9000B-MA:
Eingravierte Markierungslinie
4
9000B-SH: Eingravierte
Markierungslinie
5
(+20
°
)
Il est possible de régler la
synchronisation de la griffe d’
entraînement en changeant la position
d’arrêt de la came d’entraînement
vertical
1
. La procédure de réglage
est indiquée ci-dessous.
1) Incliner la tête de machine à
coudre et desserrer les deux
vis de réglage
2
sur la came d’
entraînement vertical
1
.
2) Tourner la came d’entraînement
vertical
1
pour modifier la
synchronisation de la griffe d’
entraînement. Aligner la gradation
3
du bras d’entraînement de
la barre d’entraînement sur le
trait repère
4
gravé sur l’axe d’
entraînement.
•
Tourner la came d’entraînement
vertical
1
dans le sens ( + )
/
La phase d'entraînement
est retardée par rapport au
mouvement de l'aiguille.
•
Tourner la came d’entraînement
vertical
1
dans le sens ( – )
/
La phase d'entraînement
est avancée par rapport au
mouvement de l'aiguille.
* Valeur standard du trait de
repère de la came excentrique
d'entraînement
Position de la graduation
3
à
l'état standard :
9000B- S et 9000B-MA : Trait de
repère
4
9000B-SH : Trait de repère
5
(+20
°
)
La temporización del dentado de
transporte se puede ajustar cambiando
la posición de parada de la leva
1
de
transporte vertical.
1) Incline el cabezal de la máquina
de coser y afloje los dos tornillos
de fijación
2
en la leva
1
de
transporte vertical.
2) Gire la leva
1
de transporte
vertical para cambiar la
temporización del dentado de
transporte. Alinee la graduación
3
en el brazo impulsor de la
barra de transporte con la línea
demarcadora grabada
4
en el eje
impulsor de transporte.
• Gire la leva
1
de transporte
vertical en la dirección de (+)
/
La sincronización de transporte
es retardada con respecto al
movimiento de la aguja.
• Gire la leva
1
de transporte
vertical en la dirección de (-)
/
La sincronización de transporte
es adelantada con respecto al
movimiento de la aguja.
*
Valor estándar de la línea
demarcadora grabada en la leva
excéntrica de transporte
Posición de la graduación
3
en el
estado estándar:
9000B- S y 9000B-MA: Línea
demarcadora grabada
4
9000B-SH : Línea demarcadora
grabada
5
(+20
°
)
Il tempismo della griffa di trasporto
può essere regolato cambiando la
posizione di arresto della camma di
trasporto verticale
1
. La procedura
di regolazione è come descritta di
seguito.
1) Inclinare la testa della macchina
per cucire e allentare le due viti
di fissaggio
2
nella camma di
trasporto verticale
1
.
2) Girare la camma di trasporto
verticale
1
per modificare il
tempismo della griffa di trasporto.
Allineare la graduazione
3
sul
braccio di azionamento della barra
di trasporto alla linea di riferimento
incisa
4
sull'albero di azionamento
del trasporto.
• Girare la camma di trasporto
verticale
1
nella direzione di (+).
/
La sincronizzazione del
trasporto viene ritardata contro il
movimento dell’ago.
• Girare la camma di trasporto
verticale
1
nella direzione di (–).
/
La sincronizzazione del trasporto
viene anticipata contro il
movimento dell’ago.
*
Valore standard della linea
di riferimento incisa sul cam
eccentrico di trasporto
Posizione della graduazione
3
nello stato standard :
9000B- S e 9000B-MA : Linea di
riferimento incisa
4
9000B-SH : Linea di riferimento
incisa
5
(+20
°
)
Dikey besleme kamının
1
duruş
konumu değiştirilerek transport
dişlisinin zamanlaması ayarlanabilir.
Ayar prosedürü aşağıda tarif edilmiştir.
1) Dikiş makinesi kafasını yatırın,
düşey besleme kamındaki
1
iki
adet tespit vidasını
2
gevşetin.
2) Transport dişlisinin zamanlamasını
değiştirmek için, düşey besleme
kamını
1
çevirin. Besleme çubuğu
hareket çubuğu üzerindeki skalayı
3
, besleme hareket mili üzerindeki
işaret çizgisiyle
4
hizalayın.
• Düşey besleme kolunu
1
( + )
yönünde çevirin.
/
Besleme zamanı, iğnenin
hareketine kıyasla geride kalır.
• Düşey besleme kolunu
1
( – )
yönünde çevirin.
/
Besleme zamanı, iğnenin
hareketine kıyasla ileride kalır.
* Eksantrik besleme kamı
üzerindeki kabartma işaret
çizgisinin standart değeri
İbrenin
3
standart haldeki
konumuÏ:
9000B- S ve 9000B-MA:
Kabartma işaret çizgisi
4
9000B-SH: Kabartma işaret çizgisi
5
(+20
°
)
Синхронизация упора для изменения
скорости подачи может быть
отрегулирована с помощью изменения
позиции останова вертикального кулачка
механизма двигателя ткани
1
. Процедура
регулировки описана ниже
1) Наклоните головку швейной машины
и открутите 2 установочных винта
2
на вертикальном кулачке механизма
двигателя ткани
1
.
2) Поверните вертикальный кулачок
механизма двигателя ткани
1
, чтобы
изменить синхронизацию упора
для изменения скорости подачи.
Совместите градуировку
3
на
ведущем рычаге подающей планки с
выгравированной маркерной линией
4
на приводном вале подачи.
• Поверните вертикальный кулачок
механизма двигателя ткани
1
в
направлении (+).
/
Подача ткани отстает от
движения иглы.
• Поверните вертикальный кулачок
механизма двигателя ткани
1
в
направлении (-).
/
Подача ткани опережает
движение иглы.
*
Стандартное положение
выгравированной линейной
отметки на эксцентриковом кулачке
двигателя ткани
Положение деления
3
в нормальном
состоянии:
-для 9000B- S и 9000B-MA -
выгравированная линейная отметка
4
- для 9000B-SH - выгравированная
линейная отметка
5
(+20
°
)
2
1
3
3
4
5
DDL-9000B- S
DDL-9000B-MA
DDL-9000B-SH
Summary of Contents for DDL-9000B
Page 2: ......
Page 3: ...ENGLISH ENGLISH ...
Page 4: ......
Page 11: ...vii ENGLISH ...
Page 27: ...OTHER LANGUAGE 日本語 中文 DEUTSCH FRANÇAIS ESPAÑOL ITALIANO TÜRKÇE РУССКИЙ OTHER LANGUAGE ...
Page 130: ... 53 ...
Page 131: ......







































































