


Instruction Manual
Section Five
for best results. The main factors to be considered are the material being ground,
size of work, amount of stock to be removed, and the finish desired. The harder
the material, the softer the wheel required. The larger the work diameter, the
coarser and softer the wheel. The amount of stock removal and the finish will
determine the grain size economical for the job. Light feed of the material to the
wheel permits the use of finer and softer wheels.
For sharpening Fellows Gear Shaper cutters, slightly finer grit wheels, approximately
80 grit, should be used. A complete list of wheels to use for sharpening various
types of cutters is not included, as many handbooks listing complete grinding wheel
recommendations are available from the manufacturer.
Dry grinding is generally recommended for most high-speed steel cutter sharpening
operations because experience has shown that satisfactory results are readily obtained
in this way, and the operations
are
such that wet grinding causes inconvenience to
the operator. When wet grinding, use sufficient supply of coolant to keep the work
from overheating. In wet cylindrical grinding, slightly harder wheels may be used.
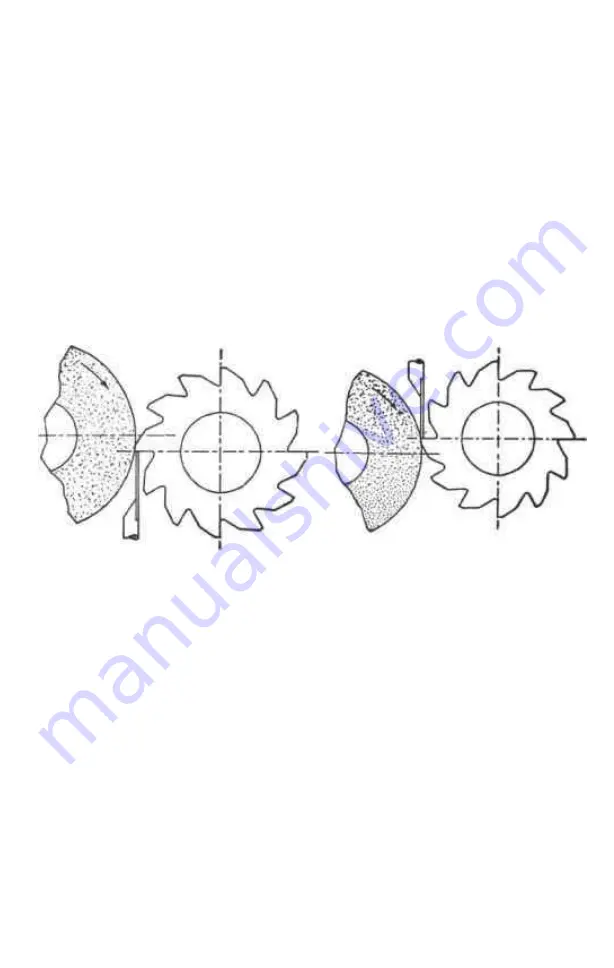
Figure 11
—
Showing method of grind- Figure 12
—
Showing method of grinding
ing with wheel rotating off cutting edge. with wheel rotating onto cutting edge.
II. DIRECTION OF WHEEL ROTATION
Cutters and reamers may be ground with the grinding wheel rotation either off or
toward the cutting edge as shown in Figures 11 and 12.
If the wheel is run off or away from the cutting edge as shown in Figure 11, the wheel
holds the cutter against the toothrest As this is the safer method, it is more com-
monly used. This setup may be reversed, if so desired, cutting edge facing up,
toothrest pointing down, and wheel running counterclockwise. It has the objection,
however, of throwing up a burr on the cutting edge of the tooth which should be
oilstoned off. Furthermore, there is some danger of burning the tooth at the cutting
edge.
If the cutter is ground by rotating the wheel onto the cutting edge as shown in
Figure 12, there is less tendency to burn the tooth, and a keener cutting edge, free
from burr, is possible. Care must be taken, however, to hold the cutter firmly
against the toothrest, as otherwise the rotation of the wheel will carry the tooth
into the wheel and cause it to be ground away
While straight wheels are shown in Figures 11 and 12, the same comments regard
ing direction of grinding wheel rotation apply to the use of cup wheels.
- 2 2 -