



























Instruction Manual
Section Five
bearing from front to rear. If teeth lands show a taper, make small
adjustments on the table swivel.
10. After the teeth appear sharp, loosen the workhead vertical swivel and
adjust the workhead tilt to the desired secondary clearance angle, then
lock. Grind the secondary clearance as in (9) above until each tooth has
a primary land of no more than
1
/
16
inch in width.
I I . If it is desirable to grind a heel on the face of the mill, reset the work
head to the primary clearance angle tilt, swivel the workhead in the hori
zontal plane to a setting of 87 degrees, lock, and grind the face on all
teeth until the length of the primary is no longer than about
⅛
inch.
12. If the end mill is too long so that when installed in the conventional
workhead it does not permit room between its end and the wheel, the
swivel table on the grinder may be moved off its bed rests at its ends
and swiveled to some convenient angle which allows the workhead to clear
the
wheel
sufficiently. Simply set this angle used on the swivel table as
a correction factor on the horizontal swivel of the workhead.
B
Using a Tilthead Grinder:
Repeat all steps in IV-A above as necessary, only wherever the instructions
call for tilting the workhead, instead tilt the Wheelhead for the desired pri
mary or secondary clearance, leaving the workhead set at 0 degrees in the
vertical plane. Note the tilting Wheelhead in Photo 24.
CHAPTER 5
Straight Tooth Side Milling Cutter
I. SET-UP PREPARATION FOR PERIPHERY
Refer to Chapter 3-1, page 36 for initial instructions on position of the cutter, how
it is held, the wheel used, etc. If the cutter teeth have no helix, the toothrest
should be mounted on the table for fastest indexing of teeth across the wheel.
Each tooth is held firmly against the toothrest blade and each ground in succession,
using the same principles described in Chapter 3 and Chapter 4
II. SET-UP FOR CLEARANCE ANCLE
AND THE SHARPENING PROCESS
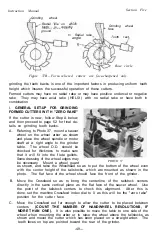
Refer to Chapter 3 for information on
clearance angles when the toothrest is
mounted on the Wheelhead. When the
toothrest is mounted on the table, place
a tooth on the toothrest blade and then
place the end of the blade at the same
center height with the center of the cutter
by using height gauge. Rotate cutter tooth
downwards by means of the micrometer
adjustment to create necessary clearance
Engage cutter with wheel and sharpen as
described in Chapter 3. See Photo 27
PHOTO
27
I I I . SET-UP FOR SHARPENING THE SIDE TEETH
The set-up is similar to that of grinding the face (teeth ends) of a shell end mill
(SEE CHAPTER 3). Place the cutter in a universal workhead. Sides of the teeth
should be ground with at least .001 inch back taper on the primary clearance so
that the teeth are larger at the periphery of the cutter. Repeat this process for
both sides of the cutter.
-40-







































































