



























Instruction Manual
Section Five
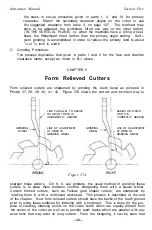
Grinding wheel
Grinding wheel
face
Base circle
Figure 37B
—
Form-relieved cutters are face-sharpened only.
grinding the teeth backs is one of the important factors in producing uniform tooth
height which insures the successful operation of these cutters.
Formed cutters may have no radial rake or may have positive undercut or negative
rake. They may have axial rake (HELIX) with no radial rake or have both in
combination.
I.
GENERAL SET-UP FOR GRINDING
FORMED CUTTERS WITH "ZERO RAKE"
If the cutter is new, follow Step A below,
and then proceed to page 52 for final de
tails on grinding teeth backs.
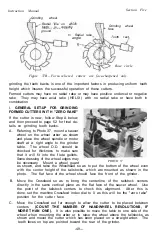
A. Referring to Photo 37, mount a saucer
wheel on the wheel arbor as shown
and place the wheel spindle or motor
shaft at a right angle to the grinder
table. The wheel O.D. should be
checked for thickness to make sure
that it will fit into the flute gullets.
Some dressing of the wheel edges may
be necessary. Mount a wheel guard
as shown, and raise the Wheelhead so as to put the bottom of the wheel even
with the center height of the tailstocks, which are mounted as shown in the
photo. The flat face of the wheel should face the front of the grinder.
B. Move the Crossfeed so as to bring the centerline of the tailstock centers
directly in the same vertical plane as the flat face of the saucer wheel. Use
the point of the tailstock centers to check this alignment. After this is
done, set the machine Crossfeed index dial to 0. as this will be the "zero rake"
position for the cutter face.
C. Move the Crossfeed out far enough to allow the cutter to be placed between
centers
(COUNT THE NUMBER OF HANDWHEEL REVOLUTIONS, IF
MORE THAN ONE).
It is also possible to move the table to one side of the
wheel when mounting the arbor or to raise the wheel above the tailstocks as
shown and mount the cutter which has been placed on a straight arbor. The
teeth faces on top are pointed toward the rear of the grinder.
PHOTO 37
-49—
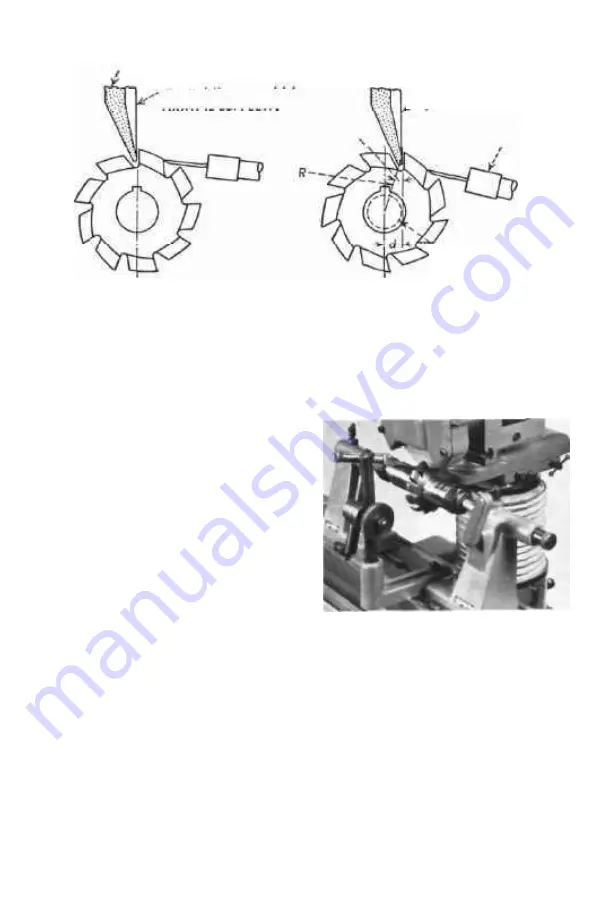
Radial line on which
tooth is correctly
ground
r=
Radial rake
angle
Tooth rest.







































































