Operation Manual
YP-38
Model YP-38
- 24 -
to 45
˚
. Recheck the angle before you go
on to the second bend.
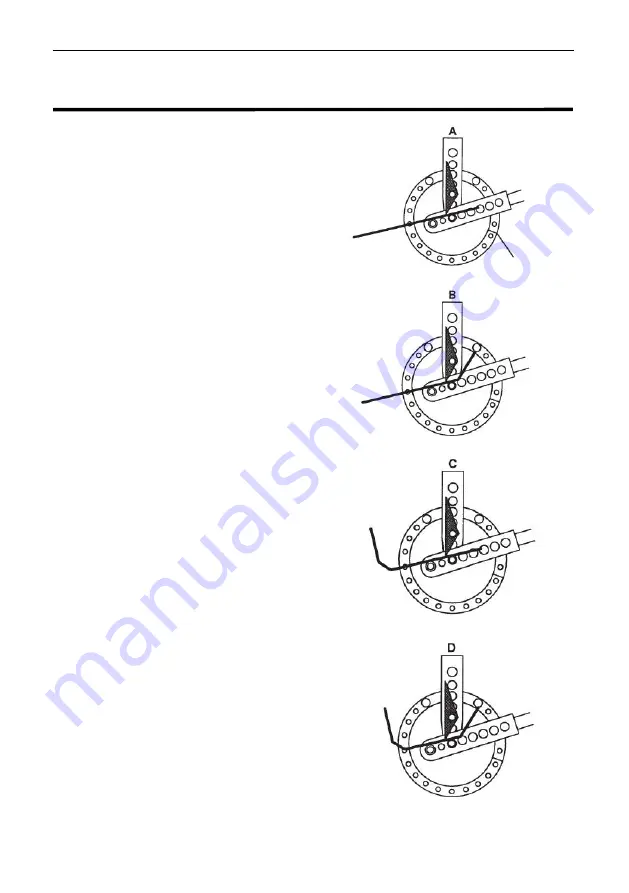
Chalk-mark the ring, or set a stop, for
ease of repeating the 45
˚
bend.
Bend No. 2
Slide the stock to the #15 chalk mark (as
in B), and bend it to 45
˚
.
Recheck the angle.
Remove the blank from the Bender.
Recheck that the bend leg is at 90
˚
to the
front of the "D".
Bend No. 3
Reverse the stock end-for-end. Slide it to
the #24 chalk mark (as in C), and bend it
to 45
˚
. Recheck the angle.
Bend No. 4
Slide the stock to the #10 chalk mark (as
in D), and bend it to 45
˚
.
Recheck the angle. Recheck that the two
legs are parallel.
To remove the part from the Bender,
remove the pin that holds the sharpangle-
bend attachment.
Finishing
Tack-weld the 6 in. piece to form the back
of the letter "D".
Grind and sand all sharp corners.
Mark