


























KPS SERIES
Technical
Documentation
M-UK-KPS--06
11/02/03 Page 109 of 138
KALTENBACH
6.2
Tools
6.2.1
Punch and Dies General Information
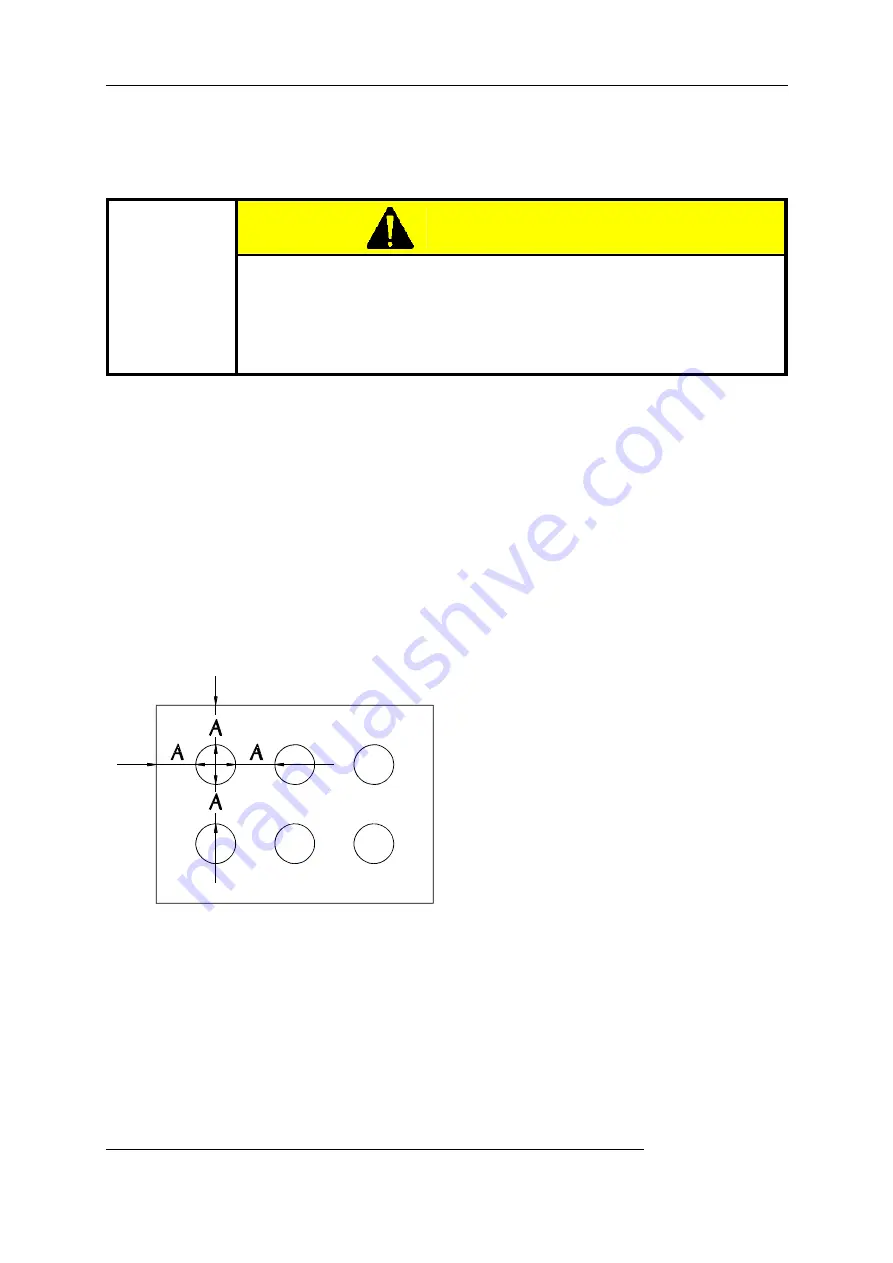
CAUTION
Wrong Punch Tool Settings can inflict grievous bodily harm to
persons.
The diameter of the punch hole should always be bigger than
the material thickness to be processed !
•
With all types of punch units, except the triple-unit (KPS503/ KPSA206), an
hole-in-hole can be punched, only if ¾ of the punch punches in full material.
For the triple-unit only the punch in the middle is allowed to punch hole-in-hole.
The outer most punches are not allowed to punch hole-in-hole.
•
To reduce deforming of the material, a distance of at least 1 hole diameter of
the edge should be observed.
•
To reduce deforming of the material, a distance of at least 1 hole diameter
should be observed between each hole.
•
Use the right ‘family’ of punching tools for the vertical and flange punch. See
the supplies:
Drawing # 700055 Tool information & min punch position KPS503
•
Pay attention to using the right (special) tools for the flange punch if processing
angle steel and/or U-profile. Consult your dealer or tool supplier.
Summary of Contents for KPS Series
Page 1: ...MANUAL KPS 515 Serial No 2008 01 14564...
Page 2: ......
Page 6: ...KPS SERIES Contents M UK KPS 06 11 02 03 Page 6 of 138 KALTENBACH 7 Appendix 138...
Page 136: ......
Page 263: ......
Page 264: ......
Page 265: ......
Page 266: ......
Page 267: ......







































































