









Service and Repair Manual
Model 845S
6
FIG.
%
NOTES
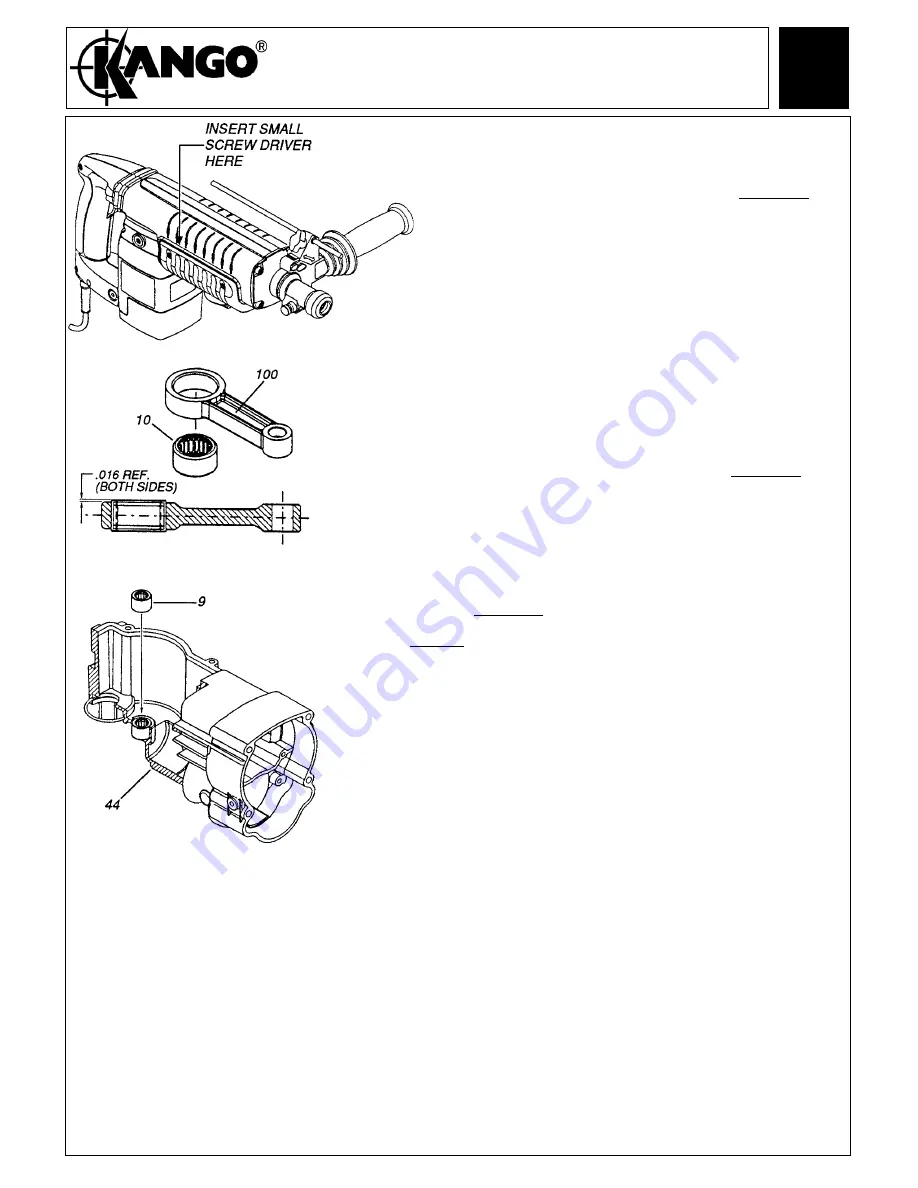
54, 55, 56 TO REMOVE BELLY SHROUD #56 FROM TOOL, INSERT SMALL SCREW
DRIVER INTO GROOVE BETWEEN BELLY AND SIDE SHROUDS #54 AND
#55, ABOUT 1/3 OF THE WAY FROM THE MOTOR END, AS SHOWN. PRY
OUT AND DOWN ON BOTH SIDES OF THE TOOL.
54, 55
TO INSTALL THE SIDE SHROUDS #54 AND #55, THE TOP HINGE OF THE
SHROUDS MUST BE COMPLETELY INTERLOCKED, THEN THE BACK
SIDE ROTATED CLOSED AROUND THE TOOL.
73
LUBRICATE ALL BORES IN SPINDLE #73 WITH A MEDIUM COATING OF
GREASE.
63, 108, 109 LUBRICATE RUBBER DAMPING WASHER #63, BARREL THRUST
WASHER #108 AND STRIKER CUSHION WASHER #109 WITH A MEDIUM
COATING OF GREASE BEFORE ASSEMBLY.
10, 100
PRESS NEEDLE BEARING #10 IN ROD #100 SO THAT THE SAME
AMOUNT STICKS OUT ON BOTH SIDES OF THE ROD, AS SHOWN.
9, 71
PRESS (2) NEEDLE BEARINGS #9 INTO HOLLOW CLUTCH SHAFT #71,
FLUSH WITH THE ENDS OF THE SHAFT.
11, 12, 46 PRESS NEEDLE BEARINGS #11 AND #12 FLUSH TO THE MACHINED
FACES ON BOTH ENDS OF THE INTERMEDIATE HOUSING #46.
9, 44
PRESS NEEDLE BEARING #9 INTO CRANKCASE #44, FLUSH WITH TOP
OF BORE, AS SHOWN.
81
LIGHTLY GREASE INSIDE OF BARREL #81 BEFORE ASSEMBLY.
48, 73
SMALL OUTSIDE DIAMETER OF SPINDLE #73 IS TO BELUBRICATED
WITH A LIGHT COAT OF GREASE BEFORE ASSEMBLING THE NOSE
ASSEMBLY #48 TO THE TOOL.
48, 73, 102 NOSE ASSEMBLY #48 MUST BE PLACED SQUARELY OVER SPINDLE #73,
WHEN ASSEMBLING, TO PREVENT DAMAGE TO OIL SEAL #102.
14, 19, 20, 23 FASTENERS #14, #19, #20 AND #23 ARE TO BE RE-ASSEMBLED USING
BLUE LOCTITE.
48, 102
LUBRICATE BORE IN NOSE ASSEMBLY #48 BEFORE PRESSING OIL
SEAL #102 INTO PLACE.
60, 61, 62, LUBRICATE O-RINGS #60, #61, #62, #66 AND #67 WITH GREASE.
66, 67
69
INSTALL BEVEL SNAP RING #69 WITH BEVEL SIDE UP.
4, 50, 80
PLACE BEARING CUP #80 ON SMALL ARMATURE BEARING #4 BEFORE
INSTALLING MOTOR COVER #50.
41
BRUSH SPRINGS #41 ARE TO BE WOUND 1/2 TURN TO ENGAGE
BRUSHES.
4
RUBBER SEAL SIDE OF BALL BEARING #4 TO FACE FAN.
95, 98
FACES OF PISTON #95 AND RAM #98 ARE TO BE FREE OF GREASE.
105
WHEN REASSEMBLING BARREL AND CLUTCH SCREWS INTO EXISTING
CRANKCASE, MAKE SURE SCREW IS STARTED IN EXISTING THREAD.
DO NOT CREATE TWO SETS OF THREADS IN ONE HOLE.






































































