





























33
User is advised that too high temperatures will affect the life expectancy of the
heating elements, but can also lead to analytical problems, due to evaporation of
the flux.
IMPORTANT:
No fusion should require temperatures in excess of 1100°C.
Please contact Katanax if you feel your sample type needs higher temperatures.
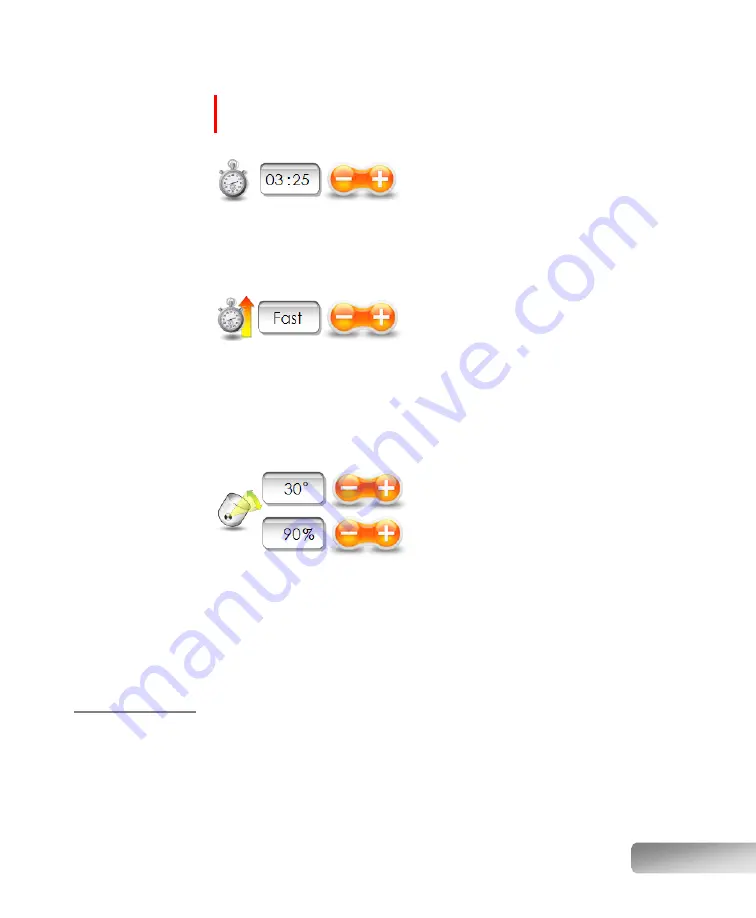
Duration
Step duration (mm : ss) is also adjusted by
pressing on the plus and minus buttons. The
actual step timer will start once the heater has
reached the temperature set for this step. Hence, the length of a step is actually
the sum of the time required by the furnace to increase up to the step
temperature, plus the duration parameter. For each step, the duration parameter
is limited to 19 minutes and 55 seconds, except if ramping is in use (see below).
Ramping
The ramping parameter determines how fast
the crucible heater will increase its
temperature to reach the one set in the
current step. In most application, we want the
furnace to heat up as fast as possible, but it is also possible to set this parameter
(by pressing on the plus and minus buttons) to limit the heat-up rate. The other
ramping values (besides Fast) are given in °C/minute.
Slow heat-up rates are particularly useful with a solid oxidizer, when we want it to
react slowly over a temperature range of about 100°C.
Crucible rocking speed and amplitude
The crucible content is mixed by a back-and-
forth rocking motion, whose amplitude (in
degrees) and speed (in % of the max) can be
controlled by means of the plus and minus
buttons.
Typically, initial heating steps call for no
rocking at all. This allows for the oxidizer to react, and for flux to melt without
risking overflowing from the crucible (molten flux takes up less volume than
powder flux).
When pouring approaches, speed and amplitude can be used more generously.
One exception would be with samples containing gases. Those samples cause
bubbles in the melt and de-gassing the melt is sometimes better achieved with
very slow speeds before pouring.
Pouring step
The pouring step is when the crucible is tilted forward quickly, to empty its
contents either into a mold or a beaker containing acid. However, pouring can be
turned off altogether, for those fusion types where pouring is not desired: fusions
in sodium peroxide or potassium pyrosulfate.
Summary of Contents for K1 PRIME
Page 1: ...Automatic fluxer 1...
Page 2: ......







































































