



























4.3
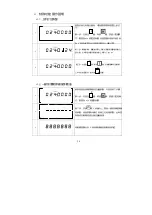
腳踏板靈敏度調整
腳踏板動作由初始位置①(
136
號參數)開始,緩慢向前踩至②(
137
號參數)開始
低速縫紉,繼續前踩至③(
138
號參數)開始加速,再深踩至④(
139
號參數)達到最高
速度。②③段之間維持起縫速度,③④段之間為無級調速過程;
1
、當腳踏板由初始位置①(
136
號參數)開始,緩慢後踩至⑤(
135
號參數)時
抬
壓腳自動抬起;
2
、當腳踏板由初始位置①(
136
號參數)開始,緩慢後踩至⑥(
134
號參數)時
自
動完成剪線動作。
3
、各參數數值設置需保證
(
134
號參數)
<
(
135
號參數)
<
(
136
號參數)
<
(
137
號參數)
<
(
138
號參數)
<
(
139
號參數)
4
、可通過監控模式下
025
號參數即時監測不同位置下的踏板採樣數值作為各參數的
參考值。調整對應參數,抬壓腳和前踩或後踩的動作位置也隨之改變。如前踩很大距離機
器還沒有運轉,可適當減小
137
參數(不能小於回中位置參數
136
)
,即可提高前踩的靈
敏度;若機器過於靈敏,輕觸踏板機器就開始運行,可適當加大
137
參數;若不容易補針,
稍微前踩,速度就迅速提高造成前沖多針,可適當增大
138
參數或減小
137
參數(即增大
腳踏板低速範圍)
,也可以適當降低初始起縫速度(
100
)
。
136
踏板初始位置
137
低速起動位置
138
開始加速位置
139
最大速度位置
腳踏板
136
踏板初始位置
135
抬壓腳抬起位置
134
自動剪線位置
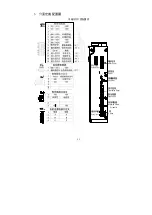
4.4
電磁鐵性能調整
圖
4-1
踏板動作各位置參數示意圖
按典型配置,設參數
260
為
1
,表明
1
號電磁鐵被設置為剪線電磁鐵,則
1
號電磁
鐵
設置參數
270~273
號即為剪線電磁鐵設置參數。設參數
261
為
3
,表明
2
號電磁鐵被
設置
為倒縫電磁鐵,則
2
號電磁鐵設置參數
274~277
號即為倒縫電磁鐵設置參數。設參
數
262
為
4
,表明
3
號電磁鐵被設置為抬壓腳電磁鐵,則
3
號電磁鐵設置參數
278~27B
號即為抬
25







































































