31
I)
Storage of Grinding Wheel
The wheels should be kept in special racks in a dry place and must be protected from
knocks and jolts, especially when they are being transported.
As a rule, they should be stood on edge, but thin wheels and wheels with a sharp edge must
be laid flat on an even surface.
Grinding wheels must not be allowed to come into contact with oil or grease. An oil
soaked wheel loses its bite and its application is very limited.
J)
Selection of Suitable Grinding Wheels
Grinding wheel markings: For instance WA 46K8V
WA: Kind of abrasive
46: Grain size
K: Grade
8: Structure
V: Bond type
(a).Kinds of abrasive
A: For common steel grinding
WA: For higher hardness material grinding, such as heat-treated steel, alloy steel, etc.
H: Suitable for higher hardness material, particularly high speed steel
C: For cast iron and non-ferrous grinding
GC: For super hard grinding such as tungsten carbide steel
(b).Grain size
Coarse:10,12,14,16,20,24
Medium:30,36,46,54,60
Fine:70,80,90,100,120,150,180
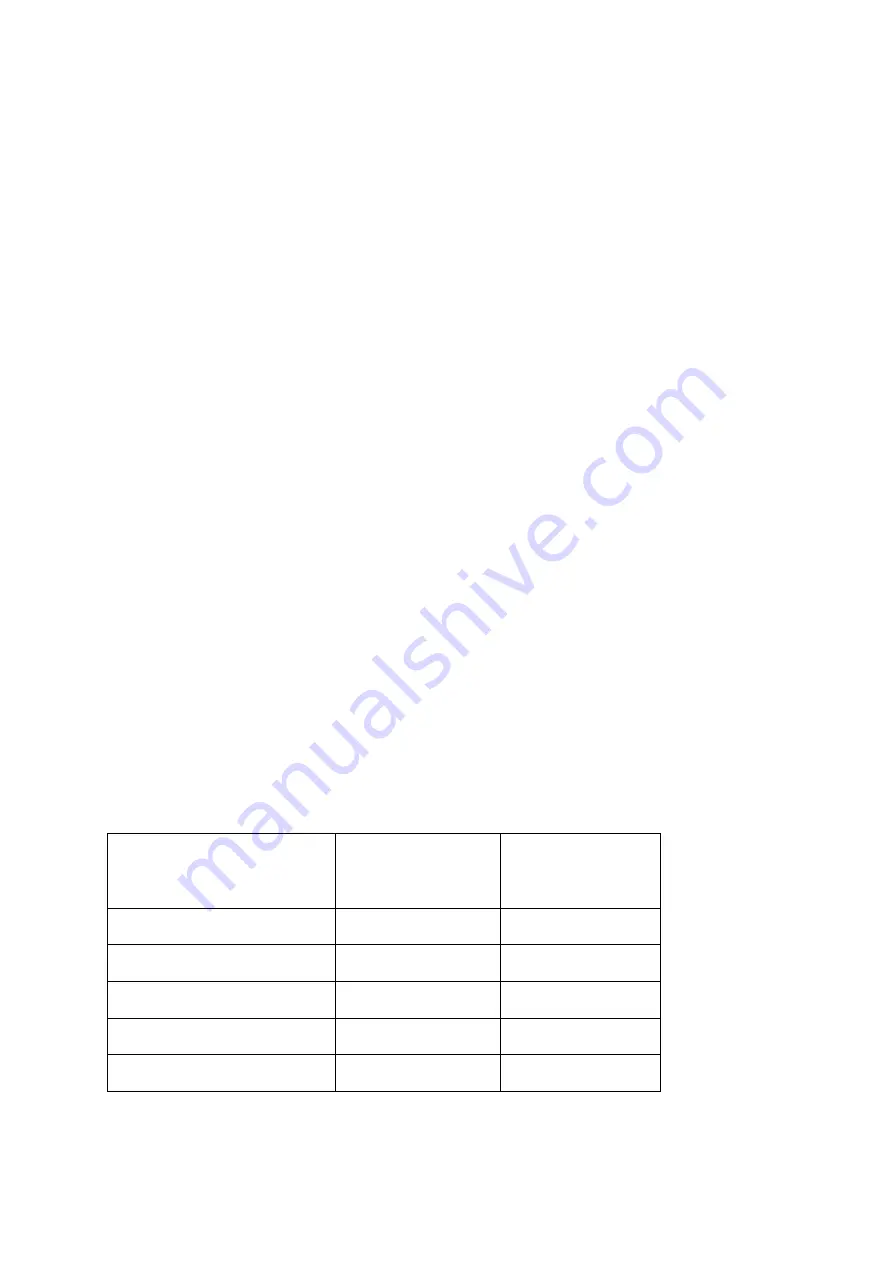
Grade
Grinding
condition
Coarse
Fine
Feed increment
much
little
Surface roughness
coarse
fine
Works hardness
soft
hard
Surface contacted
wide
narrow
Dia. of the wheel
big
small
Property
of
Kent
Industrial
USA
Please
Do
Not
Reproduce