












IK-12 NEXT
- 53 -
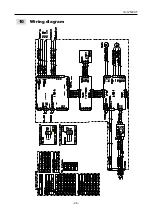
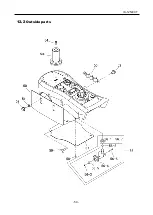
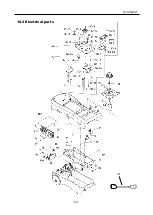
Electrical parts
ITEM
No.
PART NAME
QTY
STPCK
No
REMARKS
ITEM
No.
PART NAME
QTY
STOCK
No
REMARKS
80
Operation
board
assembly
1
20506436
88
Push
button
switch
assembly
1
20506474
~
switch
harness
plaiting
80-1 Operation name plate
1
20507065
Push button switch
1
60036249
SB-221
80-2 Screw
10
6C570308
SP-3×8(WS,WF)
89 Screw
5
6C570308
SP-3×8(WS,WF)
80-3 Screw
2
6C570305
SP-3×5(WS,WF)
90 Ground wire plaiting B
1
20506532
80-4 Panel spacer
1
20506239
91 Spacer
4
20506525
ASB-306E
80-5 Acrylic plate
1
20503617
92 Power supply
1
64000511
ZWS50B-24/CO2
80-6 Glass
1
20503619
93 Ground wire plaiting A
1
20506531
80-7 Glass support
1
20503588
94 Harness plaiting A
1
20506483
CN1
~
Receptacle assembly
80-8 Operation plate cover
1
20506313
95 Screw
5 6C570306
SP-3×6(WS,WF)
80-9 Dustproof nut
1
60032480
96 L-MD-A substrate
1
20508809
★
80-10
Waterproof cap
1 60032431
97 Harness plaiting B
1
20506482
CN51
~
MD-CN1
80-11
Spacer
2
60036469
SP-5
98 Harness plaiting C
1
20506481
MD-CN6
~
Receptacle assembly
80-12
Receptacle assembly
1
20506464
~
Harness plaiting A
~
Harness plaiting C
99
Harness plaiting D(4P
~
4P)
1
20506478
MD-CN3
~
SW-CN2
Receptacle
1
64000510
NCS-255-R(square)
100
Terminating resistance
assembly 4P
1
61006519
MD-CN2
80-13
L-DSP-A substrate
1
20508806
★
101 Screw
7
6C570410
SP-4×10(WS,WF)
80-14
Harness plaiting(4P
~
4P)
1
20506476
DSP-CN2
~
SW-CN3
102 Polycarbonate plate
1
20507153
0.25t×90W×120L
80-15
Short circuit connector
1
20506479
DSP-CN7
103 Power cable
1
20506329
★
Short circuit connector
1
20506479
DSP-CN8
80-16
Terminating
resistance
assembly 5P
1
61006520
DSP-CN5
80-17
Switch harness plaiting
1
20506470
DSP-CN9
With arc selector switch
80-18
Arc selector switch
(1) 6N110009
80-19
L-SW-A(MAIN) substrate
1
20508811
★
80-20
Nut (54D)
1
6D400001
80-21
Knob
1
61005744
K-90-S
80-22
Screw
2
6C570306
SP-3×6(WS,WF)
81
e-box
1
20506231
82
Nut(54D)
1
6D400001
83
L-SW-A(MULTISWITCH)
substrate
1
61006244
84
Harness plaiting E
(3P
~
3P)
1
20506477
SW-CN4
~
ENC-CN4
85
Dustproof nut
1
60032480
86
Water proof cap
1
60032431
87
Direction selector switch
assembly
1
20506475
~
switch
harness
plaiting
Direction selector switch
1
20506230
S-3A







































































