





























29
vc (m/min)
> 3,5 × D
> 3,5 × D
X
6 – 7,9
X
8 – 11,9
X
12 – 25
X
25 – 44
X
44 – 94
X
90 – 365
P
1.0
2.0
2.1
3.0
4.0
4.1
S
5.0
5.1
M
6.0
6.1
7.0
K
8.0
8.1
9.0
9.1
10.0
10.1
10.2
N
12.0
12.1
13.0
13.1
14.0
H
15.0
16.0
300
0,04
0,07
0,10
0,08
0,10
0,10
250
0,04
0,06
0,12
0,08
0,12
0,12
300
0,04
0,07
0,12
0,10
0,15
0,15
240
0,03
0,06
0,10
0,08
0,10
0,10
200
0,03
0,05
0,10
0,06
0,10
0,10
120
0,02
0,04
0,08
0,06
0,08
0,08
50
0,01
0,04
0,08
0,06
0,08
0,08
30
0,01
0,04
0,08
0,06
0,08
0,08
200
0,01
0,05
0,10
0,08
0,10
0,10
180
0,01
0,05
0,10
0,06
0,10
0,10
120
0,01
0,04
0,08
0,06
0,10
0,10
240
0,05
0,10
0,15
0,15
0,20
0,20
200
0,05
0,10
0,15
0,15
0,20
0,20
180
0,04
0,08
0,15
0,10
0,15
0,15
180
0,04
0,08
0,15
0,10
0,15
0,15
160
0,04
0,08
0,15
0,10
0,15
0,15
140
0,03
0,07
0,12
0,10
0,15
0,15
120
0,03
0,10
0,15
0,10
0,15
0,15
400
0,02
0,04
0,08
0,10
0,15
0,15
300
0,05
0,08
0,15
0,10
0,15
0,15
500
0,02
0,06
0,10
0,08
0,12
0,12
350
0,05
0,08
0,12
0,10
0,15
0,15
300
0,05
0,08
0,12
0,10
0,15
0,15
80
0,05
0,08
0,08
0,08
0,08
60
0,05
0,08
0,06
0,08
0,08
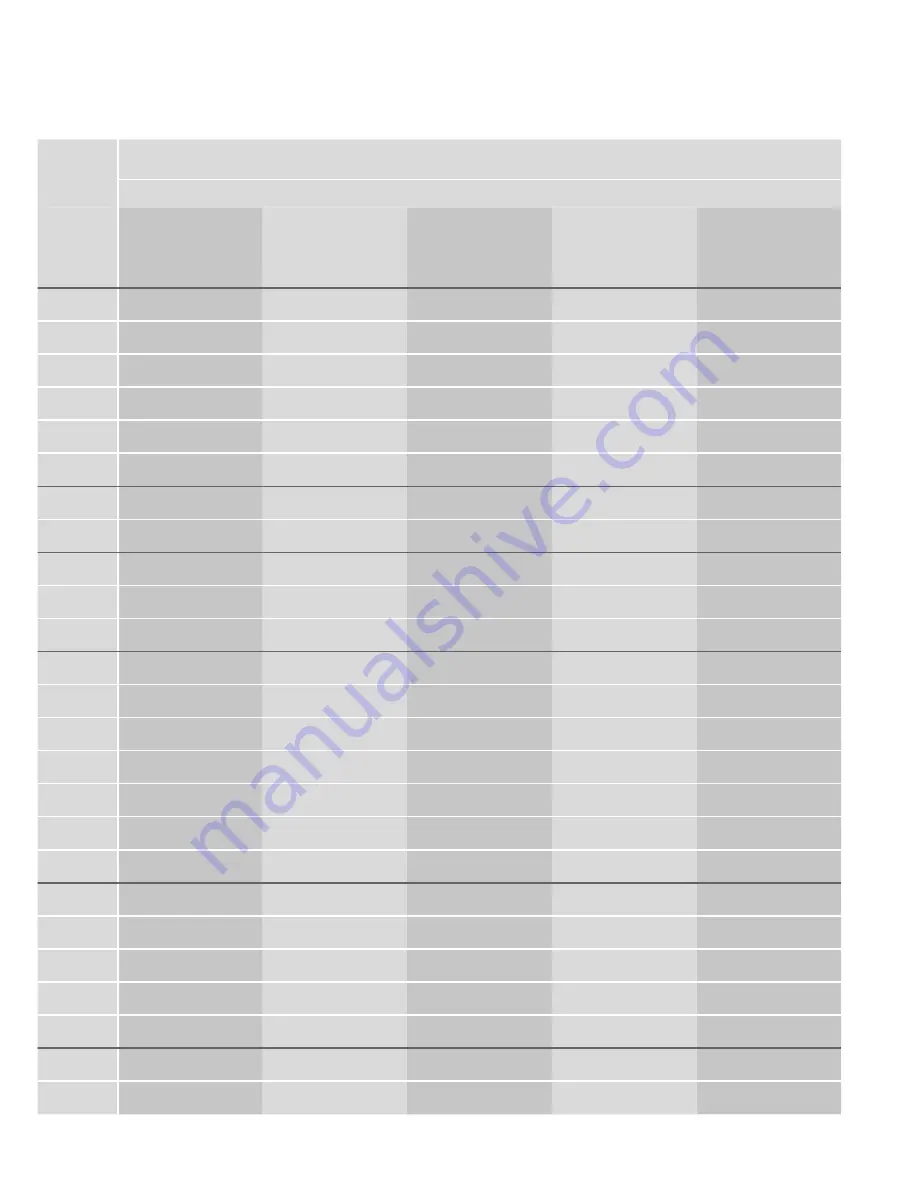
EnglIsh
guide values for precision drilling
fmax.(mm/rev)
fmax. (mm/rev)
Cutting
speed
max.
feed
max.
feed
max.
feed
max.
feed
max.
feed
max.
feed
These are subject to correct operating conditions, correct application and compliance with the
spindle speed limits given for the tools.







































































