





























107
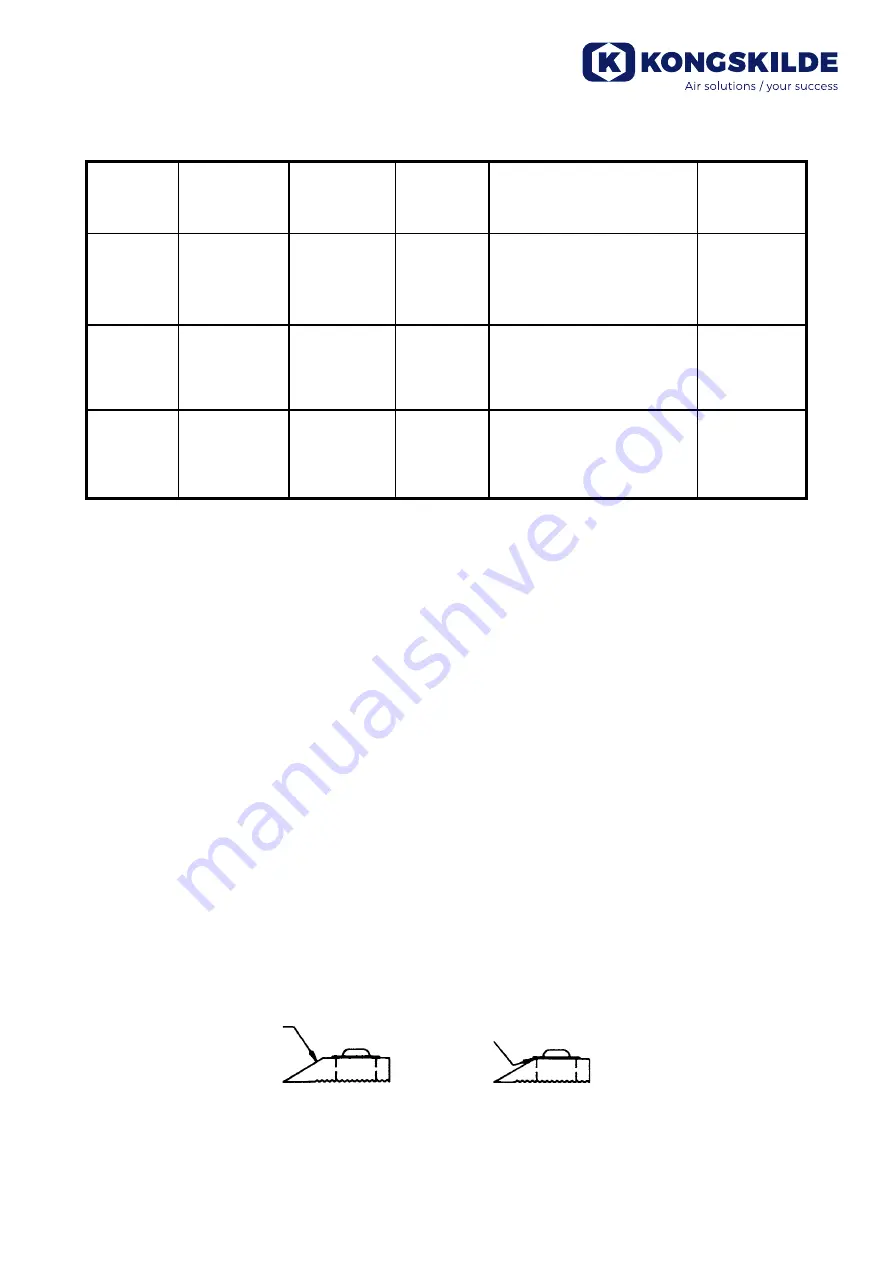
FIG. 7
Superficie D
de la cuchilla
Incorrecto: el disco sobresale
Parámetros de rectificado entre puntos
Montaje y ajuste de tolerancias
Para fijar las tolerancias sólo deben utilizarse cuchillas rectificadas. NUNCA AJUSTE
CUCHILLAS GASTADAS.
Colocación del rotor
El rotor que se ha rectificado en el propio cortador o granulador no deberá tocarse.
Cuando se utilicen cuchillas pre-rectificadas, limpie todas las hendiduras del rotor. Fije las
cuchillas al rotor usando ocho tornillos y ocho discos muelle (elementos 12 y 16). Fije las
cuchillas en el rotor utilizando hendiduras equivalentes (de manera que todas las cuchillas
giren sobre el mismo arco de corte nominal de 171,5 mm / 6 3/4”).
Fije el rotor según se a descrito anteriormente y apriete los tornillos a 25 Nm (16,5 ft-lb).
Cuando se ha efectuado varias veces el rectificado de las cuchillas del rotor, la superficie
D se desplaza acercándose a los discos muelle. Las cuchillas DEBERÁN REEMPLAZAR
-
SE por otras cuando los discos sobresalgan de las cuchillas según se muestra en la fig. 7.
Tipo de
cuchilla
CPM-10V
Carburo
tungsteno
Tipo de
muela
32A60H
8VBE
D100/200
(rough grind)
D220N100B
(final grind)
Velocidad
muela m/s
(SFPM)
20,3-30,5
(4000-6000)
25,4-30,5
(5000-6000)
25,4-30,5
(5000-6000)
Velocidad
rotor m/s
(SFPM)
0,2-0,6
(40-120)
0,25-1,3
(50-250)
0,25-1,3
(50-250)
Avance de la muela
Desbarbado: 0,08 mm
(0,003”)
Acabado: 0,01 mm
(0,0005”)
Desbarbado: 0,008 mm
(0,0003”)
Acabado: 0,003 mm
(0,0001”)
Desbarbado: 0,008 mm
(0,0003”)
Acabado: 0,003 mm
(0,0001”)
Refrigerante
No
No
No
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































