





























109
Comprobación de tolerancias
Con los tornillos de ajuste de la contracuchilla apretados como se ha indicado más arriba,
compruebe la tolerancia cortando films de espesor conocido a lo ancho de toda la zona de
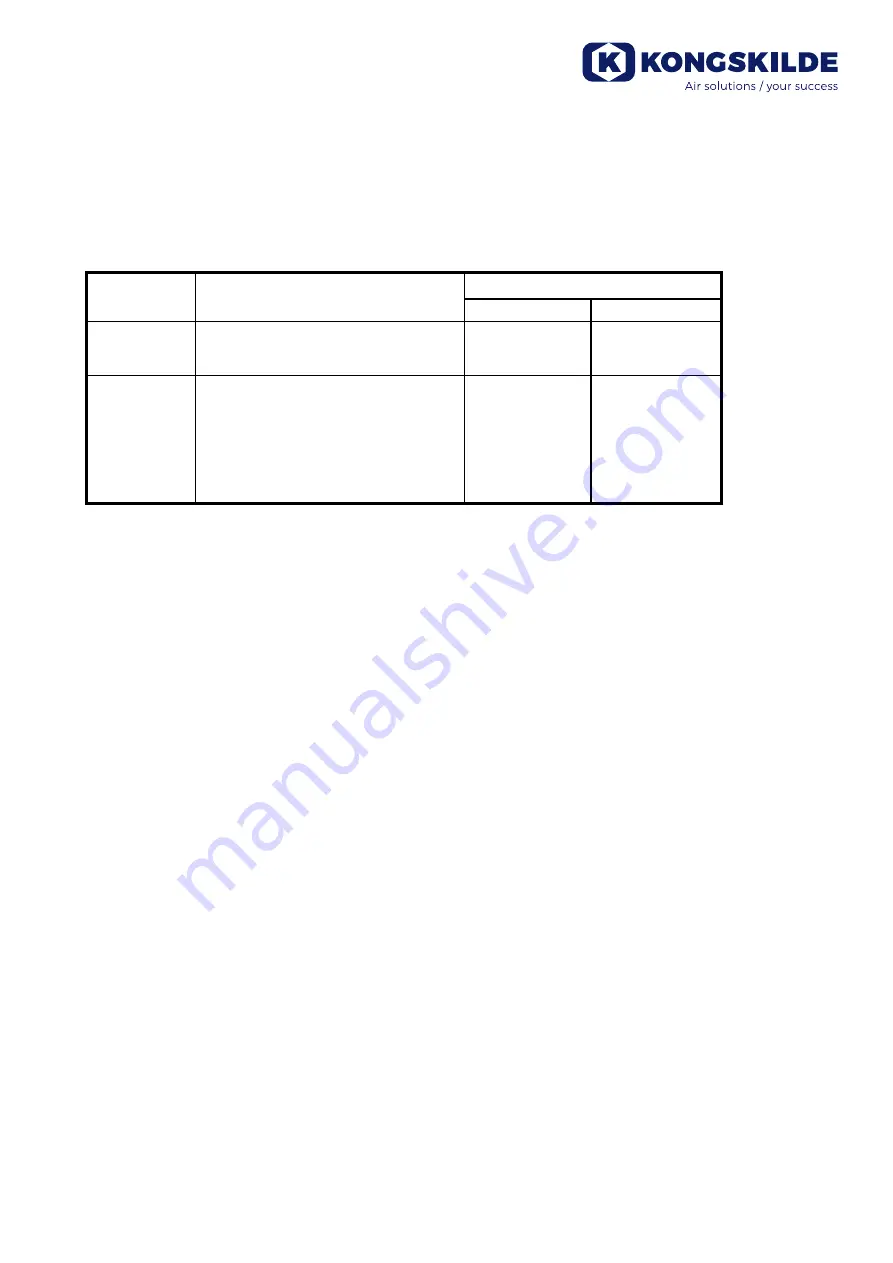
corte. Las tolerancias óptimas de corte en cuchillas rectificadas depende del modelo de
cortador o granulador y del método de rectificado:
Si las tolerancias variaran de las especificadas, afloje los tres tornillos de fijación de la
contracuchilla y gírelos aproximadamente 1/4 de vuelta y re-ajuste la cuchilla lo necesario.
IMPORTANTE:
Auste sólo la contracuchilla con los tres tornillos de fijación de la con
-
tracuchilla aflojados. Sólo compruebe las tolerancias (y ponga en marcha en cortador o
granulador) con los estos tonillos de fijación debidamente apretados a 40 Nm (29 ft-lb).
* Las cuchillas rectificadas en rotor a menudo dan unas tolerancias ligeramente diferentes
para cada cuchilla: ajuste la contracuchilla para marcar film de 0,025 mm con la cuchilla
más cercana, dejando la tolerancia algo mayor en la otra cuchilla.
Modelo
MC 3000F
MC 3000F
MC 3000FS
Método rectificado
Rectificadas en rotor de recambio*)
En cortador**)
En cortador**)
Espesor film
Corte
0,075 mm
(0,003”)
0,025 mm
(0,001”)
0,013 mm
(0,0005”)
Marcado
0,013-0,05 mm
(0,0005-0,002”)
0,013 mm
(0,0005”)
0,006 mm
(0,00025”)
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































