


























120
lub zewnętrznego silnika. Przeprowadzić szlifowanie obrotowe zgodnie z podanymi niżej
parametrami. W celu zapewnienia dokładnych prześwitów, nie usuwać noży z wirnika po
szlifowaniu obrotowym z nożami zainstalowanymi w młynku.
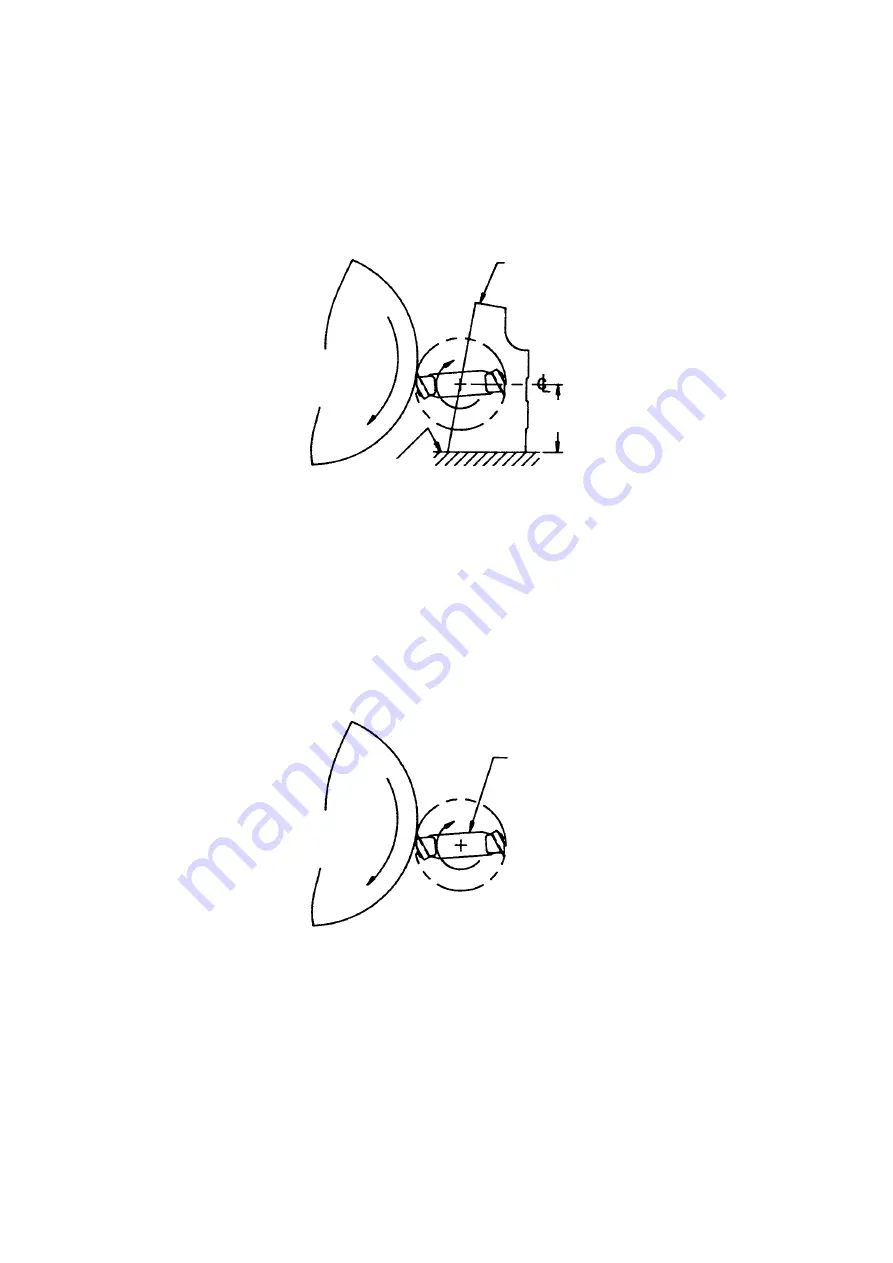
Regulacja na zapasowym wirniku (metoda z wcześniejszym szlifowaniem)
Umieścić zapasowy wirnik w kłach szlifierki cylindrycznej i ustawić noże pod kątem pros
-
tym względem
tarczy szlifierskiej. Wirnik powinien być napędzany z napędu szlifier- ki. Przeprowadzić
szlifowanie obrotowe zgodnie z poniższymi parametrami.
Parametry szlifowania cylindrycznego
Końcówki noży należy szlifować tak długo, aż nowo przeszlifowane powierzchnie (lub
„powierzchnie styku”) będą miały szerokość około 0,8 mm (1/32’’) w połowie długości
noża, która wynosi 174,6 mm (6-7/8”). Ze względu na 3-stopniowy kąt ścinania,
powierzchnie styku na końcach noża będą większe niż na środku.
Tarcza szlifierska szlifierki cylindrycznej
129 mm (5,08’’)
Stół szlifierki
RYS. 5
Tarcza szlifierska szlifierki cylindrycznej
Wirnik zapasowy
umieszczony w kłach
RYS. 6
Młynek ustawiony
na kołnierzu wylotu
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































