

























121
Parametry szlifowania cylindrycznego
Typ noża
Typ tarczy
szlifierskiej
Prędkość
powierzch-
niowa
tarczy w m/
sek.
(SFPM)
Prędkość
powier-
zch.
noży
wirnika w
m/s
(SFPM)
Posuw/przejście
tarczy szlifierskiej
Chłod
ziwo
Stal
CPM-10V
32A6OH
8VBE
20,3-30,5
(4000-6000)
0,2-0,6
(40-120)
Obr. zgrubna: 0,08 mm
(0,003”)
Wykończenie: 0,01 mm
(0,0005”)
Nie
Węglik
wolframu
D 100/200
(szlif zgrub-
ny)
D220N100B
(szlif
końcowy)
25,4-30,5
(5000-6000)
25,4-30,5
(5000-6000)
0,25-1,3
(50- 250)
0,25-1,3
(50- 250)
Obr. zgrubna: 0,008 mm
(0,0003”)
Wykończenie: 0,003 mm
(0,0001”)
Obr. zgrubna: 0,008 mm
(0,0003”)
Wykończenie: 0,003 mm
(0,0001”)
Nie
Nie
Montaż i ustawianie prześwitów
Podczas ustawiania prześwitów pomiędzy nożami należy używać tylko zaostrzonych
noży. NIGDY NIE USTAWIAĆ ZUŻYTYCH NOŻY.
Umieszczanie noży wirnika
Noże wirnika, szlifowane cylindrycznie na wirniku młynka, powinny pozostać nietknięte.
W przypadku stosowania noży „wcześniej naostrzonych”, należy oczyścić wszystkie
powierzchnie ząbkowane. Doczepić noże do wirnika za pomocą ośmiu śrub imbusowych
z łbem półokrągłym i ośmiu sprężyn talerzowych (pozycje 1, 16). Umocować noże do
wirnika w odpowiednich ząbkowaniach (tak, aby krawędzie noży obracały się po tym
samym łuku, nominalnie 171,5 mm / 6 3/4”).
Zablokować wirnik jak opisano wcześniej i dokręcić śruby do 2,3 kGm (16,5 ft-lb).
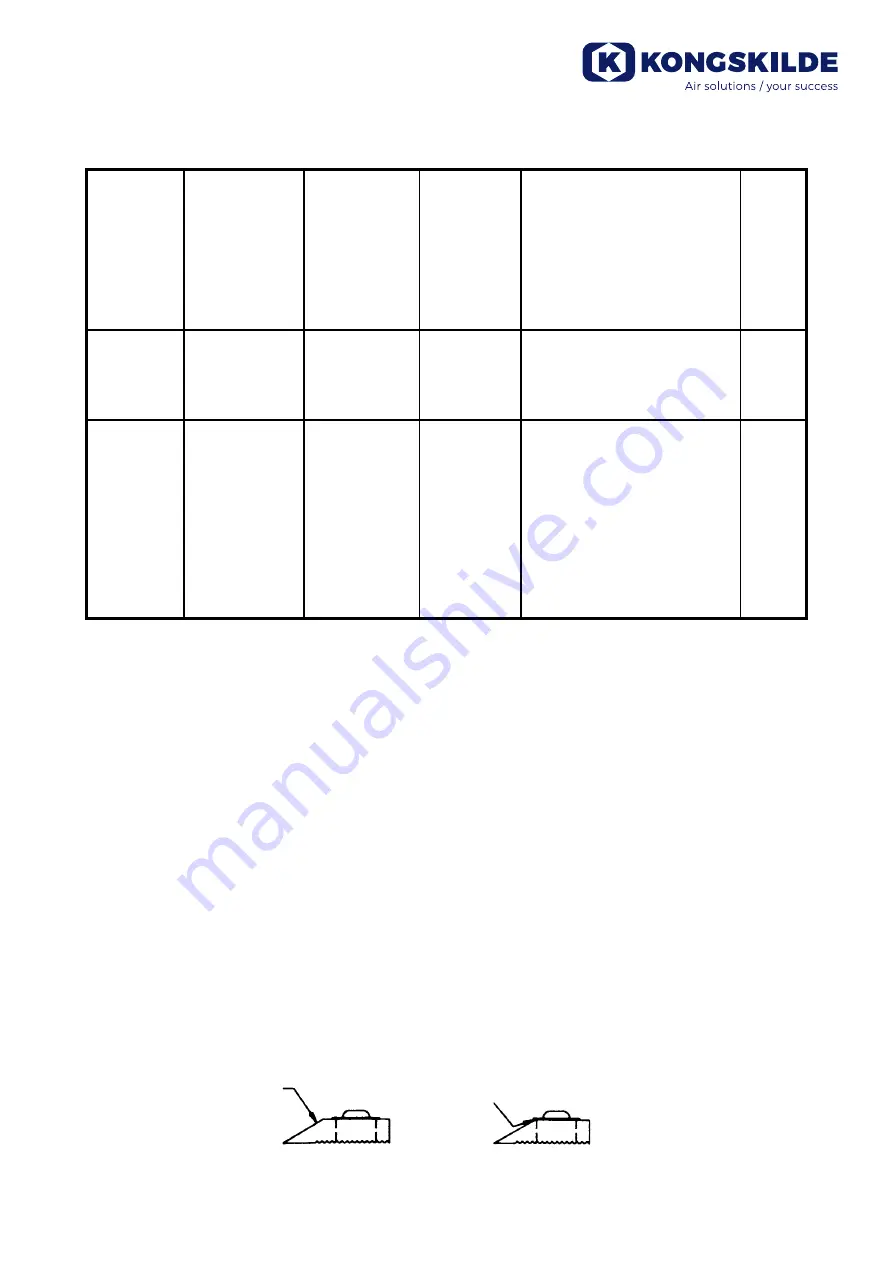
Powtarzające się ostrzenie noży wirnika przybliża powierzchnię D do krawędzi sprężyn
talerzowych. Noże wirnika MUSZĄ BYĆ WYMIENIONE, jeśli podkładki sprężynowe
nachodzą na noże, tak jak pokazano na RYS. 7.
RYS. 7
Powierzchnia D
noża wirnika
Sytuacja nie do przyjęcia: Sprężyna
talerzowa nachodzi na powierzchnię D
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































