























123
Sprawdzenie prześwitów
Po dokręceniu śrub mocujących nóż stały zgodnie z powyższą specyfikacją, należy
sprawdzić prześwit pomiędzy nożami tnąc i nacinając folię o znanej grubości na całej
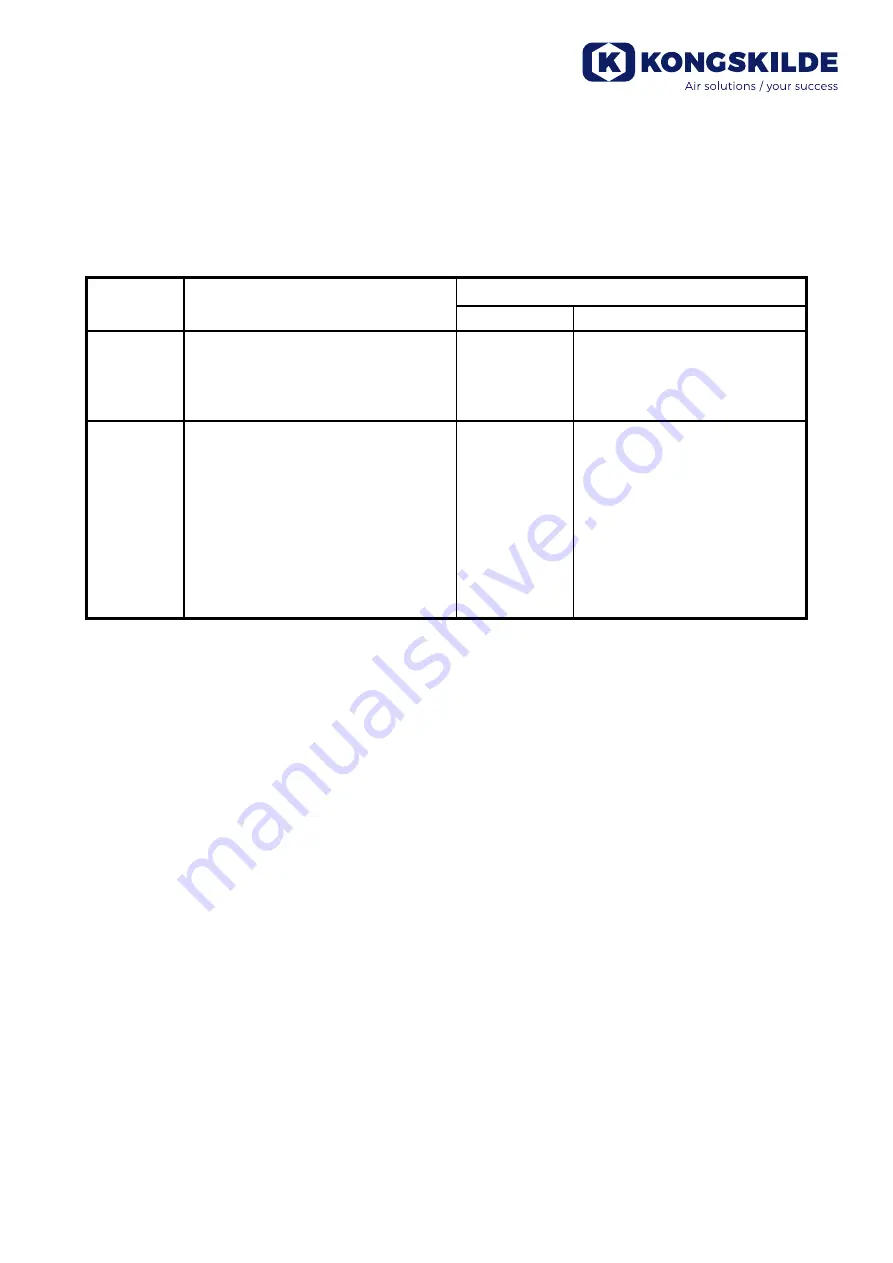
długości noża. Optymalne prześwity po ostrzeniu zależą od modelu młynka i procedury
szlifowania:
Model
Procedura szlifowania
Grubość folii
Cięcie
Nacinanie
MC 3000F
Wcześniejsze szlifowanie
na zapasowym wirniku *)
0,075 mm
(0,003”)
0,013-0,05 mm
(0,0005-0,002”)
MC 3000F
MC
3000FS
Wewnątrz młynka **)
Wewnątrz młynka **)
0,025 mm
(0,001”)
0,013 mm
(0,0005”)
0,013 mm
(0,0005”)
0,006 mm
(0,00025”)
Jeśli prześwity różnią się od specyfikacji, należy poluzować wszystkie trzy śruby mocu-
jące nóż stały o około 1/4 obrotu i ponownie ustawić nóż, tak jak należy.
WAŻNE:
Ustawiać nóż stały tylko po wcześniejszym poluzowaniu wszystkich trzech śrub
mocujących. Sprawdzać prześwity (i uruchamiać młynek) po dokręceniu śrub z siłą do 4
kgm (29 ft-lb).
*)
Przeszlifowane wcześniej noże często dają nieco inny prześwit dla każdego noża
wirnika: należy wtedy ustawić nóż stały na nacinanie folii 0,025 mm (1-mil) na
bliższym nożu wirnika, pozostawiając nieco większy prześwit na drugim nożu.
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































