





























23
Schleifparameter
(Rundschliff)
Montage der Messer und Einstellung des Spiels
Das Spiel der Messer nur nach Neuschleifen justieren. Nie abgenutzte Messer justieren.
Montage der Rotormesser
Wurden die Rotormesser während ihrer Montage am Rotor des Multicutters ausrichten und
den Multicutter oder Granulator festspannen. Der Rotor ist von der Kupplungsseite, ent-
weder durch die ausrichten und den Multicutter oder Granulator festspannen. Der Rotor ist
von der Kupplungsseite, entweder durch die geschliffen, dürfen sie nicht demontiert oder
ihre Anbringung anderswie geändert werden.
Werden „vorgeschliffene“ Messer verwendet, sind die gerieften Flächen sorgfältig zu reini-
gen. Die Messer danach am Rotor mit 8 Halbrundschrauben und 8 Federscheiben (Punkt
12 und 16) festsch rauben. Beide Messer in denselben Spuren montieren (damit die Mes-
serschneiden mit demselben Radius rotieren - nominell 171,5 mm / 6 3/4”).
Den Rotor wie früher beschrieben verriegeln und die Schrauben mit 25 Nm (16,5 ft.-lb)
anziehen.
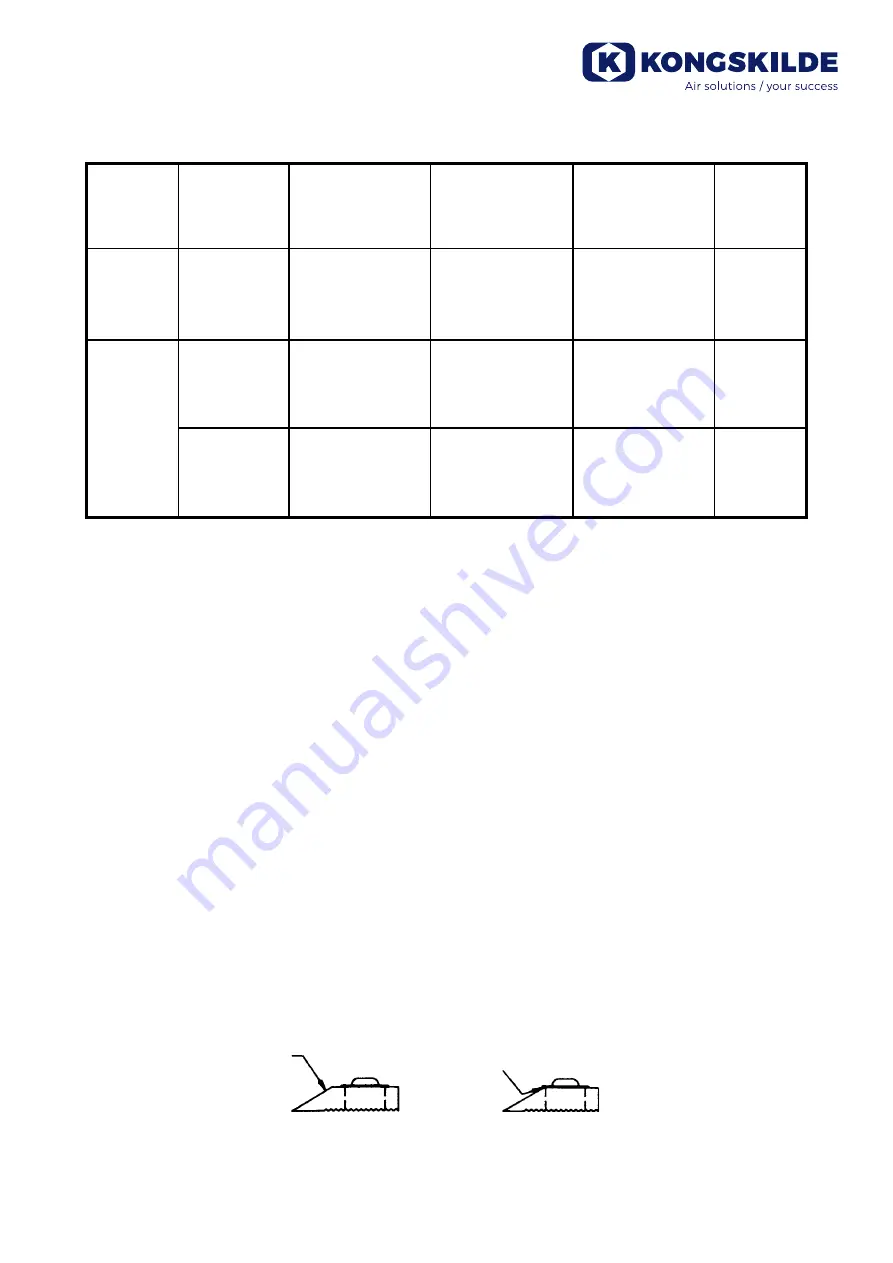
Nach wiederholten Schliffen der Rotormesser nähert sich die Fläche D der Kante der
Federscheiben. Ragen die Federscheiben über das Messer wie in Abb. 7 gezeigt hinaus,
sind die Rotor messer auszuwechseln.
Abb. 7
Falsch: Federscheibe zu weit vorne
Rotormesser
Oberfläche D
Messer-
material
CPM-10V
Wolfram
karbid
Typ der
Schleif-schei-
be
32A60H
8VBE
D100/200
(grobschleifen)
D220N100B
(feinschleifen)
Umfangsgesch-
windigkeit der
Scheide
m/Sek. (SFPM)
20,3-30,5
(4000-6000)
25,4-30,5
(5000-6000)
25,4-30,5
(5000-6000)
Umfangsgesch-
windigkeit der
Rotormesser
m/Sek. (SFPM)
0,2-0,6
(40-120)
0,25-1,3
(50-250)
0,25-1,3
(50-250)
Vorschub der
Scheibe pro
Umdrehung
Grob: 0,08 mm
(0,003”)
Fein: 0,01 mm
(0,0005”)
Grob: 0,008 mm
(0,0003”)
Fein: 0,003 mm
(0,0001”)
Grob: 0,008 mm
(0,0003”)
Fein: 0,003 mm
(0,0001”)
Kühlmittel
Nein
Nein
Nein
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































