





























34
A: Bed knife
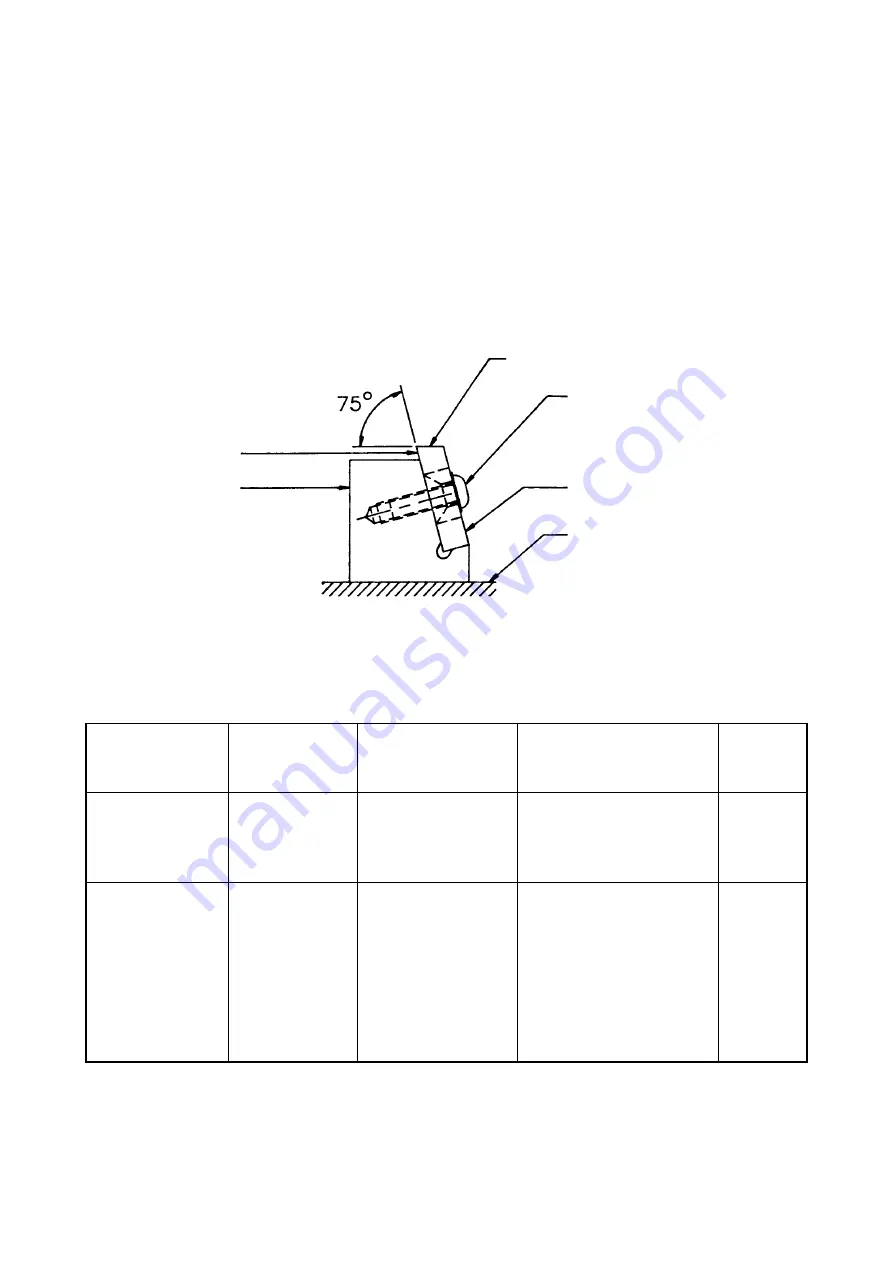
Remove nicks in cutting edge by uniformly grinding surfaces A and/or B (FIG. 3.), remo-
ving as little material as necessary. Surface A may be ground by fixing the knife flat to the
grinding table (surfaces A and C must remain parallel on the finished knife). Grind surface
B by fixing bed knife in an angled vise or the fixture (part # 121 116 251). Grind knife flat,
straight and parallel within 0.013 mm (0.0005 in).
Surface A
Bed knife grinding
fixture (part # 121 116 251)
Surface B
Button head cap screws with
disc springs (items 10 and15)
Surface C
Grinder table
FIG.3
Surface grinding parameters
Type of knife
CPM-10V
Tungsten
carbide
Type of
grinding wheel
32A60H8
D100/120
N100B or
D220N100B
Surface speed of
wheel m/sec.
(SFPM)
20.3-30.5
(4000-6000)
25.4-30.5
(5000-6000)
25.4-30.5
(5000-6000)
Grinding wheel
advance/pass
Rough: 0.025-0.075 mm
(0.001”-0.003”)
Finish: 0.013 mm
(0.0005”)
Rough: 0.0075 mm
(0.0003”)
Finish: 0.0025 mm
(0.0001”)
Rough: 0.0075 mm
(0.0003”)
Finish: 0.0025 mm
(0.0001”)
Coolant
Yes
Yes
Yes
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































