





























76
A. Ondermes
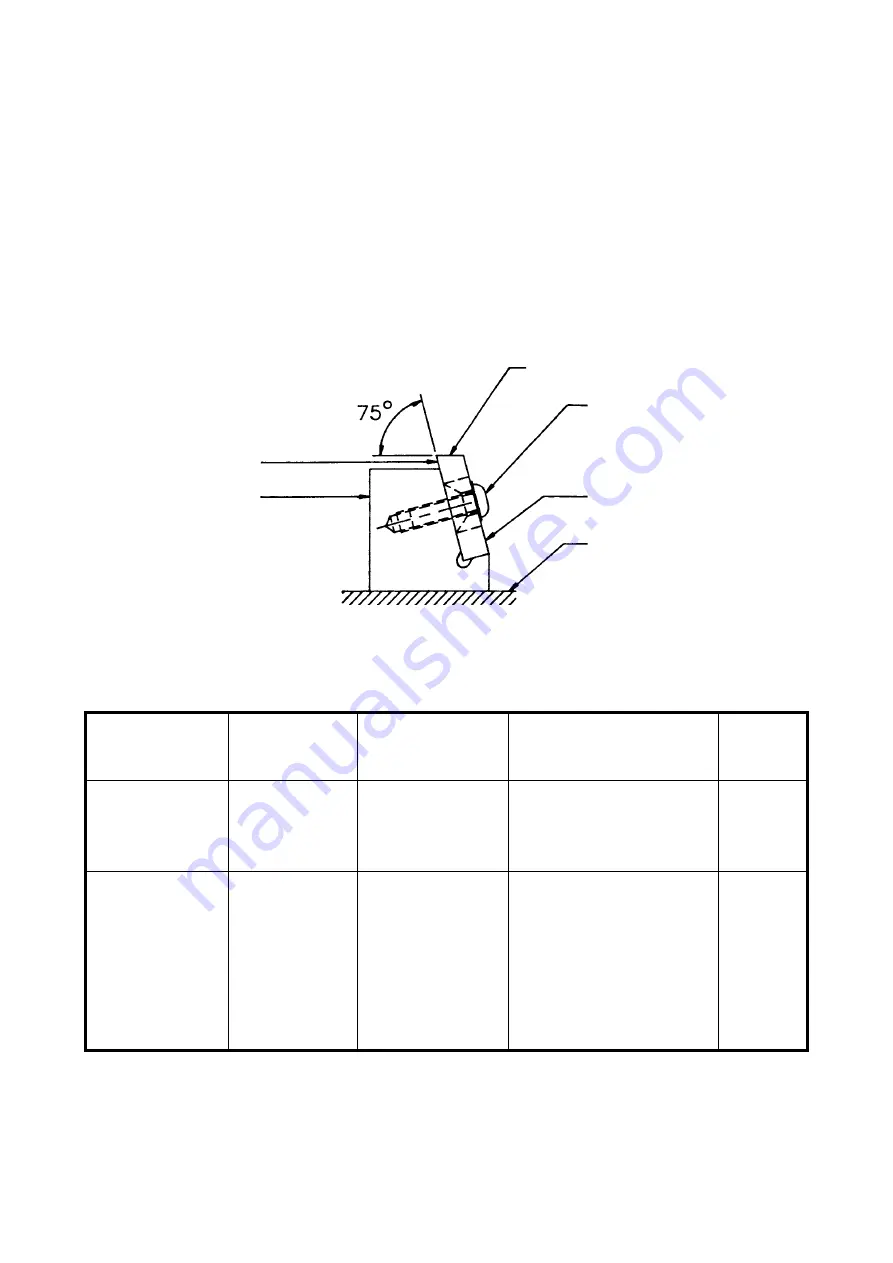
Verwijder eventuele hakken in het ondermes door de oppervlakken A en/of B te slijpen.
Verwijder zo weinig mogelijk materiaal. Oppervlak A kan worden geslepen als het mes
plat op de tafel van de slijpmachine wordt vastgezet (de oppervlakken A en C moeten na
het slijpen nog steeds parallel zijn). Oppervlak B slijpen door het mes in een verstekbank-
schroef of in de speciale houder (bestelnr. 121 116 251) vast te zetten. Zodanig slijpen
dat de vlakken van de messen recht en parallel zijn met een tolerantie van 0,013 mm
(0,0005”).
Slijpparameters
(oppervlakslijpen)
FIG. 3
Tafel van de slijpma-
chine
Oppervlak B
Oppervlak A
Slotschroeven en
veerringen
(punt 10 en 15)
Oppervlak C
Houder voor
ondermes
(bestelnr. 121 116 251)
Type mes
CPM-10V
Wolfraam
Type
slijpschijf
32A60H8
D100/120
N100B of
D220N100B
Perifere snelheid
van de slijpschijf
m/sec. (SFPM)
20,3-30,5
(4000-6000)
25,4-30,5
(5000-6000)
25,4-30,5
(5000-6000)
Afstelling van de slijpschijf
per toer
Grof: 0,025-0,075 mm
(0,001”-0,003”)
Fijn: 0,013 mm
(0,0005”)
Grof: 0,0075 mm
(0,0003”)
Fijn: 0,0025 mm
(0,0001”)
Grof: 0,0075 mm
(0,0003”)
Fijn: 0,0025 mm
(0,0001”)
Koelmid-
del
Ja
Ja
Ja
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...







































































