90
A. Fast undre kniv
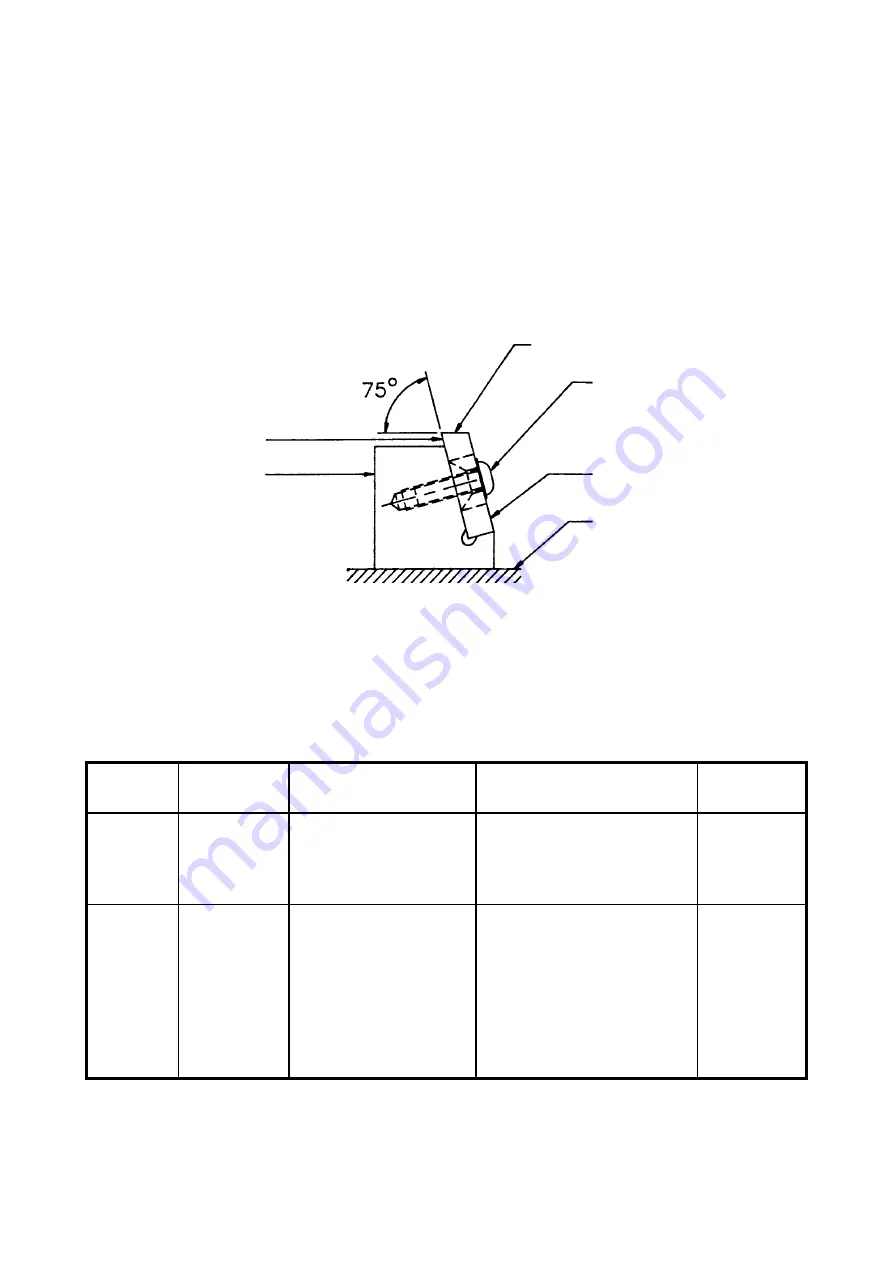
Tag bort eventuella hack i undre fasta kniven genom att slipa ytorna A och/eller B. Tag bort
så lite material som möjligt. Ytan A kan slipas när kniven läggs platt på slipmaskines bord.
(Ytorna A och C måste vara parallella även efter slipningen.) Slipa ytan B genom att spän-
na fast kniven i ett vinkelskruvstycke eller i den speciella fixturen för undre fasta kniven.
(beställningsnr. 121 116 251) Slipa så knivens ytor är raka och parallella med en tolerans
på maximum 0,013 mm.
Slip parameter
Yta B
Skruvar och brickor (punkt
10 och 15)
Yta C
Slipmaskinens
bord
Yta A
FIG. 3
Fixtur för undre
fasta kniven
(beställningsnr.
121 116 251)
Knivtyp
CPM-10V
Tungstens-
karbid
Typ
slipskiva
32A60H8
D100/200
N100B o
D220N100B
Slipskivans periferi-
hastighet m/sek
20,3-30,5
(4000-6000)
25,4-30,5
(5000-6000)
25,4-30,5
(5000-6000)
Slipskivans tillspänning
per rotationsvarv
Grov: 0,025-0,075 mm
(0,001”-0,003”)
Fin: 0,013 mm
(0,0005”)
Grov: 0,0075 mm
(0,0003”)
Fin: 0,003 mm
(0,0001”)
Grov: 0,0075 mm
(0,0003”)
Fin: 0,0025 mm
(0,0001”)
Kylmedel
Ja
Ja
Ja
Summary of Contents for KG 3000
Page 15: ...15 FIG 10 ...
Page 29: ...29 FIG 10 ...
Page 43: ...43 FIG 10 ...
Page 57: ...57 FIG 10 ...
Page 71: ...71 FIG 10 ...
Page 85: ...85 FIG 10 ...
Page 99: ...99 FIG 10 ...
Page 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Page 127: ...127 ...
Page 129: ...129 ...
Page 130: ...130 ...
Page 131: ...131 ...