




















52
B
C
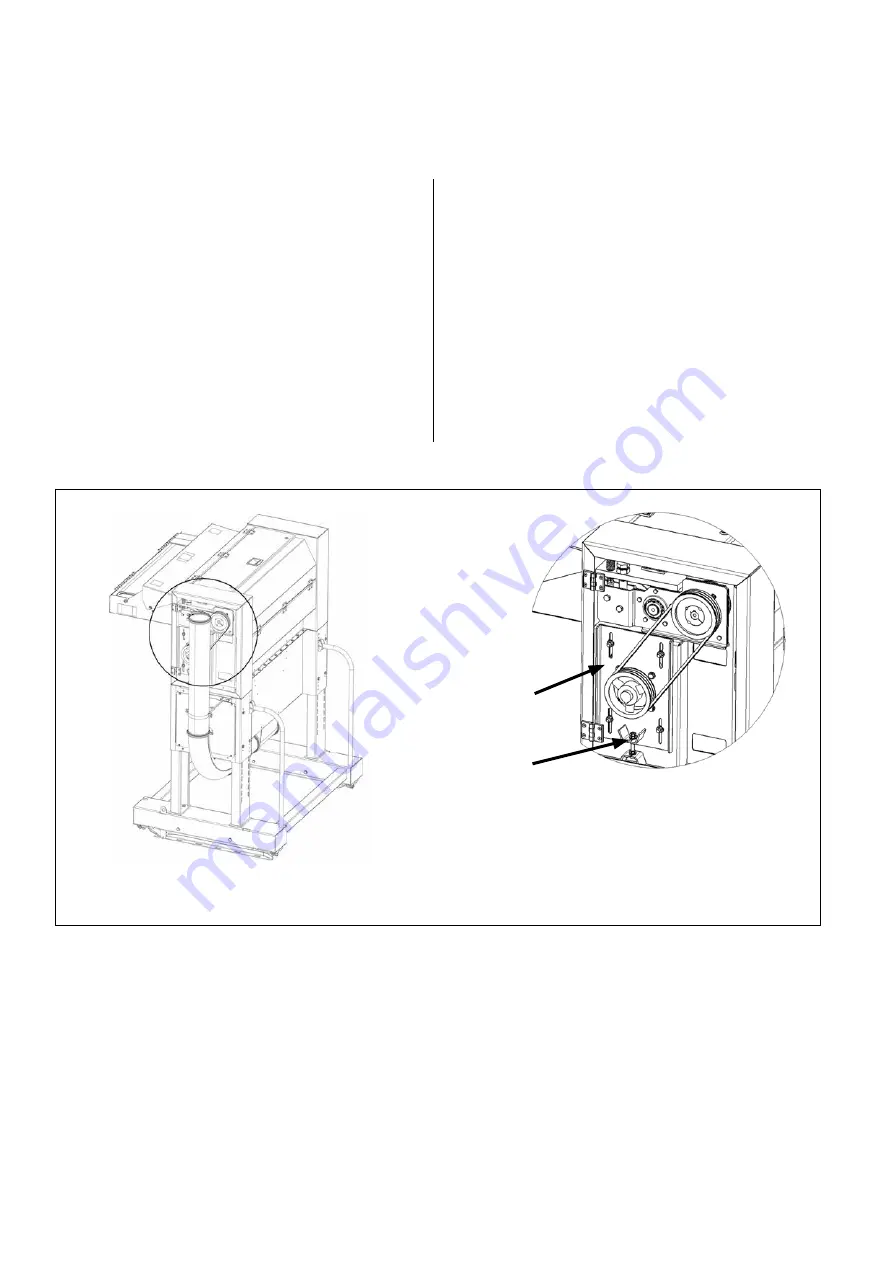
Straffung der Antriebsriemen für die Messerwelle
Lösen Sie die Schrauben, die die Motorkonsole (B)
halten und verschieben Sie sie in den geschlitzten
Löchern mittels der Spannschraube (C) unterhalb der
Riemenscheibe. Denken Sie daran, die Schrauben
für die Motorkonsole nach der Justierung wieder
anzuziehen.
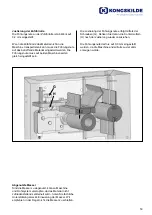
Straffung der Antriebsriemen
Überprüfen Sie regelmäßig, ob die Antriebsriemen
an der Maschine straff sind. Neue Riemen sollten
normalerweise ein erstes Mal nach ca. 1-2
Betriebsstunden gestrafft werden. Danach sollten
die Bänder etwa alle 500 Betriebsstunden überprüft
werden.
Die Riemenstraffung kann kontrolliert werden, wenn
man die Abdeckungen an der Seite der Maschine
öffnet. Denken Sie daran, diese Abdeckungen wieder
zu schließen, bevor Sie die Maschine erneut starten.
Die Riemenstraffung kann kontrolliert werden, indem
man auf die Riemen drückt. Denken Sie daran, alle
Riemen zu prüfen. Wenn es nicht möglich ist, alle
Riemen eines Satzes gleichmäßig zu straffen, muss
der komplette Satz Riemen erneuert werden.
Vermeiden Sie eine zu starke Straffung der Riemen,
da dies sowohl die Lager, als auch die Riemen
überlasten könnte und so deren Lebensdauer verkürzt.
Überprüfen Sie ebenfalls den Abnutzungsgrad der
Riemen und erneuern Sie sie, falls erforderlich.
Falls mehr als ein Riemen in einem Satz betroffen
ist, empfehlen wir die gleichzeitige Erneuerung aller
Riemen.
Summary of Contents for MultiDicer KMD 12
Page 58: ...58 Dimensioned Sketch KMD 12 Dimensioned Sketch KMD 18 ...
Page 59: ...59 ...







































































