





























5-1-2
Basis of PID control
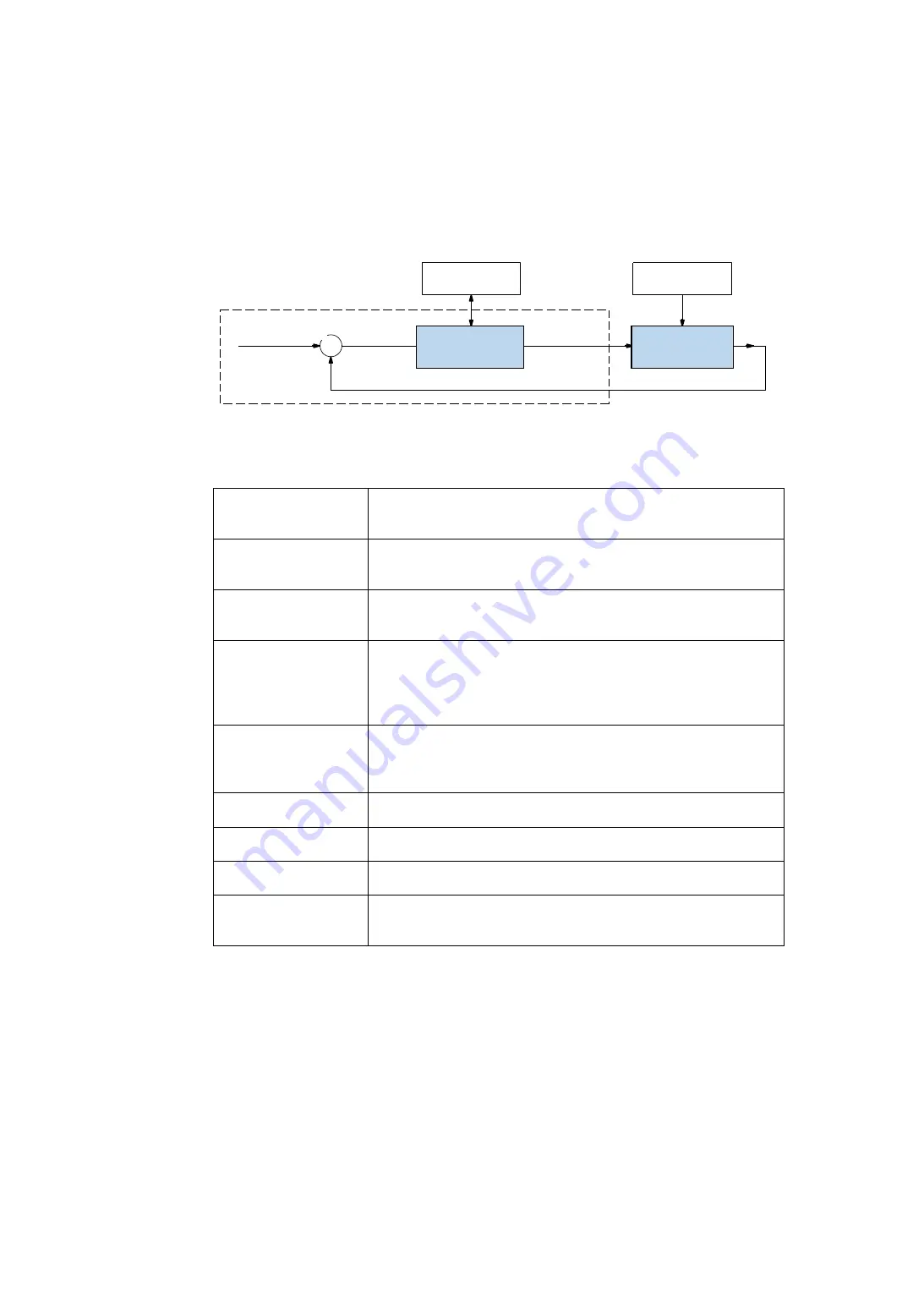
The following figure shows the main components of PID control. "Close-loop control" is used to make the following loop.
(PLC
⇒
Manufacturing process
⇒
PLC)
Manufacturing process
An operating device that adds value to raw materials. The process causes physical and
chemical changes to the material. Changes are made of materials that are useful for
specific purposes and are used in finished products.
Process Variables (Measured
Values)
Physical properties of raw materials. It is measured using several types of sensors. For
example, if the manufacturing process uses an oven, the temperature will be controlled.
Temperature is a process variable.
Set point value (target value)
The final target value of the process variable provides the best product. The operator of
the machine knows this value and either sets it manually or is programmed with PLC for
further automation.
Disturbance
The control system attempts not to be affected externally. This unpredictable external
factor. For example, if the fuel input is constant, the oven will be hotter in warm weather
than in cold weather. The oven control system must counteract this external effect in
order to maintain a constant oven temperature at any season. Thus, weather (not so
predictable) is one of the disturbances to this process.
Standard deviation
Difference between process variables (measured values) and set points (target values).
This is called the deviation and becomes zero when the process variable (measured)
equals the set point value (target value). A sufficiently safe PID control is to maintain a
small deviation.
PID control operation
Applications that execute algorithms in real time for deviations produce appropriate
control output instructions that minimize deviations.
Output control
The result of the PID control operation is output to the control process.
(like the heating level of the oven)
Setting PID control parameters Selection to set PID control execution and optimize performance. The PID control
arithmetic function uses parameters that are set to adjust gain, offset, etc. in real time.
Monitoring PID control
Function to inform the operator of the status and performance of PID control. This is used
in conjunction with the control parameter settings to optimize PID control performance
(to minimize deviations).
The following figure shows the basic configuration for PID control. The example manufacturing process controls the liquid in
the tank. Sensor probes measure process variables. It may be a pressure, temperature, or other variable. The sensor signal is
amplified through the converter and loaded into the PLC input module in analog form through the wire.
+
–
ループ設定と監視
外乱
PLC
システム
SP
(目標値)
偏差
ループ演算
制御出力
製造プロセス
PV
(測定値)
PLC system
Loop setting
and observation
Environmental
effect
(Target value)
Declination
Loop calculation
Manufacturing
process
Control
output
PV (Measurement value)
Summary of Contents for Kostac SJ-Ether Series
Page 1: ...English version of the KOSTAC SJ Ether series user s manual SJ ETHER USER M...
Page 12: ......
Page 13: ...1...
Page 14: ......
Page 88: ......
Page 89: ......
Page 113: ...3 24 Note Refer to 6 3 3 Module Assembly for connections and locks between modules...
Page 153: ......
Page 156: ...flashing OFF Not sent H W RX Green flashing Receiving H W OFF Not received H W...
Page 161: ...4 8...
Page 221: ......
Page 310: ...Chapter 7 Maintenance...
Page 311: ......







































































