
























OM45T_
Rev N
Page 9
1.2 A-325 Tensioning Procedure
Throughout the installation instructions, there will be several references to the A-325 hardware tensioning
procedure. The A-325 hardware must be properly tensioned to avoid slippage between bolted surfaces under
high loads. Slippage can cause the corresponding assembly to move or slip, resulting in antenna misalignment.
Use of A-325 hardware eliminates slippage between mating surfaces under high loading conditions as well as
the need for future retightening.
NOTE:
A-325 tensioning is for
final connections ONLY
.
NEVER LOOSEN OR REUSE A-325 HARDWARE
.
Points to Keep in Mind:
•
“Snug tight” is defined as tightness when plies of joint are in firm contact
•
Do not proceed with felt-tip marker or tightening unless connection is final and will not be loosened again
•
If after tensioning procedure the bolts are loose, discard them and replace with new hardware
•
Do NOT use A-325 tensioning
UNLESS SPECIFICALLY CALLED FOR BY INSTALLATION
INSTRUCTIONS
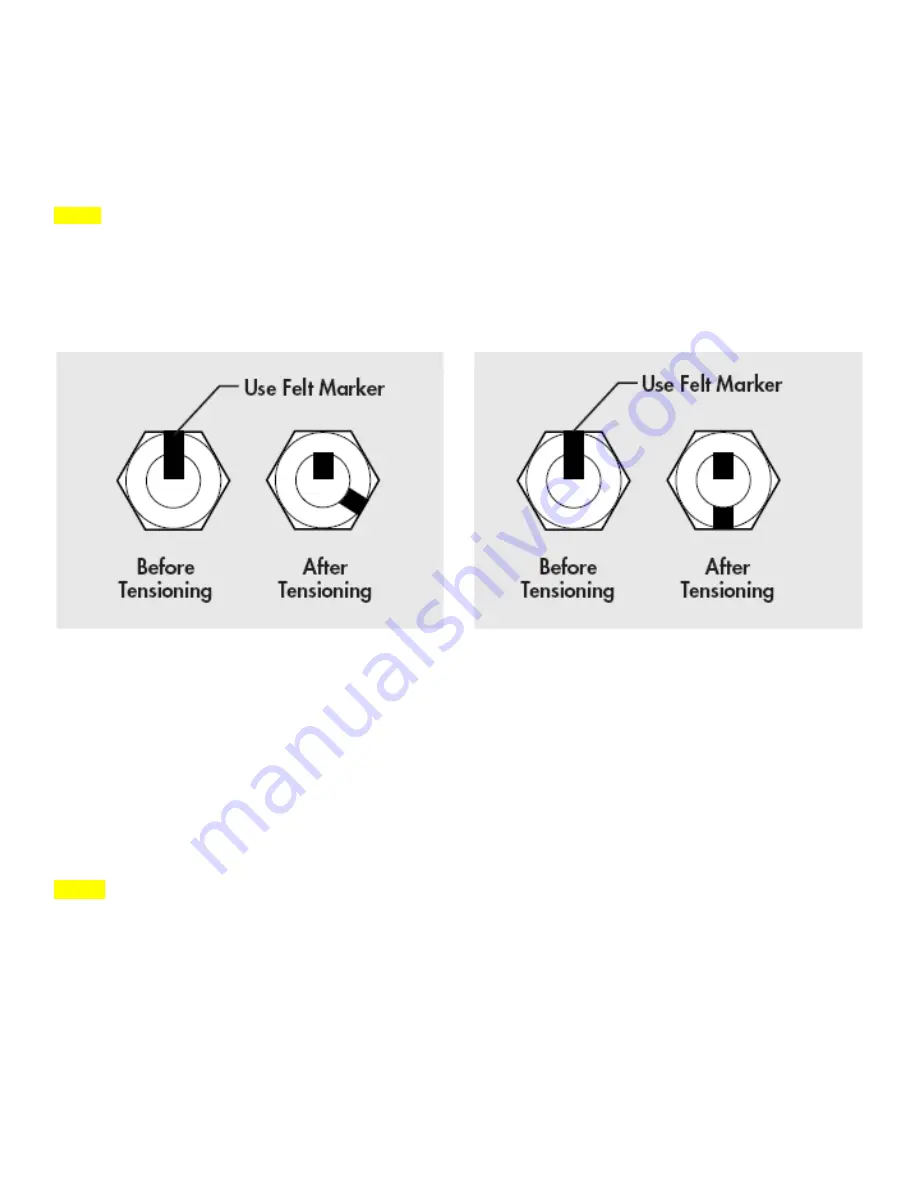
Figure 1-1a:
Figure 1-1b:
Bolts Shorter than 4 Diameters
Bolts Longer than 4 Diameters
A-325 hardware should be tightened according to the following tensioning procedure:
Step 1.
LUBRICATE
the bolts with
PROVIDED WAX STICK
to reduce friction
Step 2.
INSERT THE BOLT
and
ADD FLAT WASHER
(if required).
DO NOT
allow wax to get under flat
washer
Step 3.
ADD THE NUT
, and
TIGHTEN WITH YOUR FINGERS
Step 4.
After all connections are complete,
TIGHTEN THE BOLTS
until surfaces are joined and nuts are
snug (for example, as
achieved by the full effort of a SINGLE person using a standard spud
wrench
)
NOTE:
If A-325 bolts are loosened
AFTER
STEPS 5 and/or 6
,
DISCARD & REPLACE
with
NEW hardware
Step 5.
Using a
FELT-TIP MARKER
, mark the nuts and ends of the bolts with a straight line as shown above
in
Figures
1-1a
(Bolts
shorter
than 4 diameters
) and
1-1b
(Bolts
longer than 4 diameters
)
Step 6.
TIGHTEN NUTS EVEN FURTHER
, using an
EXTRA-LONG-HANDLED WRENCH
, until the nuts are:
•
MOVED 1/3 TURN (120°)
as shown in
Figure
1-1a,
for
bolts
shorter
than 4 diameters
(“After
Tensioning”)
Or
•
1/2 TURN (180°)
as shown in
Figure
1-1b,
for
bolts
longer than 4 diameters
(“After Tensioning”)







































































